What Types of X-Ray Inspection Systems Are Used for Potatoes
Food processors use several main types of potato x ray equipment and advanced optical sorters to inspect potatoes. These include bulk flow x-ray systems, dual-energy x-ray machines, and material discrimination x-ray units. AI-powered optical sorters, such as the RAYNBOW and Raymantech’s AI Multi Beam Belt Optical Sorter, have gained popularity for their ability to replace manual sorting and improve efficiency. Recent innovations showcased at major food industry events highlight how these systems help detect foreign materials, sort by quality, and keep production lines running smoothly.
Types of Potato X-Ray Equipment
Potato processors rely on several categories of potato x ray equipment to ensure product safety and quality. Leading brands such as Eagle, Mettler-Toledo, TOMRA, and Bulk 415/540 offer advanced solutions for bulk food x-ray inspection. These systems help detect foreign materials and defects in potatoes at different stages of processing. The three main types include bulk flow x-ray systems, dual-energy x-ray machines, and material discrimination x-ray units.
Bulk Flow X-Ray Systems
Bulk flow x-ray systems play a key role in high-volume potato processing. These machines spread potatoes into a thin layer, exposing each piece to x-rays for thorough inspection. The technology produces beams of high-frequency electromagnetic radiation that pass through the product. Advanced AI algorithms analyze the images to spot contaminants and defects that other methods might miss.
Tip: Bulk flow inspection works well for delicate items and large quantities, making it ideal for whole potatoes, chips, and fries.
Here is a table showing how bulk food x-ray systems operate and what contaminants they detect:
Operation Description | Contaminants Detected |
|---|---|
Produces beams of high-frequency electromagnetic radiation (x-rays) directed at the product | Low-density and organic contaminants, such as wooden sticks, shells, and pest holes |
Utilizes advanced AI for detection | Hollow or oddly shaped items that metal detectors might miss |
Spreads product into a thin layer for maximum x-ray exposure | Heavy and light contaminants in various food items |
Suitable for high-volume products and delicate items | Effective in detecting contaminants in nuts, seafood, and pet food kibbles |
Bulk flow inspection adapts to different potato product lines. The table below highlights typical applications:
Potato Product Line | Application of Bulk Flow X-Ray Systems |
|---|---|
Whole Potatoes | Detection of contaminants and defects |
Chips | Enhanced detection capabilities for small contaminants due to messy images |
Fries | Improved detection with photon-counting technology to reduce false rejects |
Dual-Energy X-Ray Machines
Dual-energy x-ray machines offer enhanced sensitivity for potato x ray equipment. These systems use two energy levels to distinguish between materials of different densities. The technology improves detection accuracy for small contaminants, such as bone fragments and metal pieces.
Enhanced detection sensitivity allows for the identification of smaller contaminants.
Material discrimination capabilities enable differentiation between various types of materials, improving accuracy.
Reduced false reject rates lead to less waste and improved operational efficiency.
The chart below shows the minimum detection sizes for bone and metal contaminants in food processing:
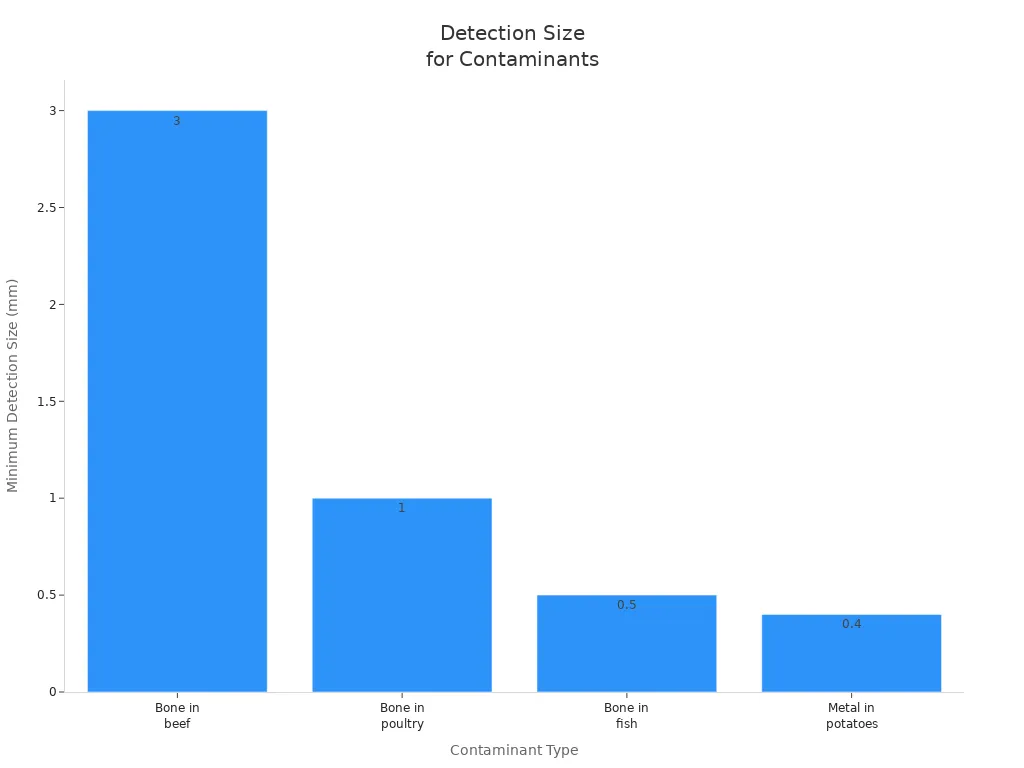
A table summarizes the detection capabilities of dual-energy x-ray machines:
Contaminant Type | Minimum Detection Size |
|---|---|
Bone in beef | 3 mm |
Bone in poultry | 1 mm |
Bone in fish | 0.5 mm |
Metal in potatoes | 0.4 mm |
Processors use dual-energy x-ray systems for sliced potatoes, fries, and chips, where small contaminants pose a risk. These machines help reduce false rejects and improve overall efficiency.
Material Discrimination X-Ray
Material discrimination x-ray technology (MDX) analyzes the chemical composition of potatoes and foreign objects. The system measures the energy absorbed during x-ray exposure to identify materials with higher densities than potatoes. This approach works well for heterogeneous products, where texture and density vary.
Stones
Metal pieces
Glass shards
Processors use material discrimination x-ray units to inspect whole potatoes and processed products. The technology excels at finding hard-to-detect contaminants, such as stones and glass, that may escape other inspection methods.
Potato x ray equipment continues to evolve, meeting industry standards for safety and quality. Automated sorting machines integrate with production lines and support traceability, calibration, and maintenance requirements. These features help processors comply with FDA and EU regulations and maintain consistent performance.
Food X-Ray Machines for Potato Processing
Multilane and Multi-Beam Systems
Food x-ray machines with multilane and multi-beam designs help potato processors achieve high throughput and consistent quality. These systems inspect multiple lanes of potatoes at the same time. Each lane uses its own x-ray beam and detector, which allows for simultaneous scanning of several product streams. Processors can run bulk potatoes or packaged products without slowing down the line.
Multilane systems reduce bottlenecks in busy facilities. Operators can sort and inspect more potatoes per minute. Multi-beam technology increases the coverage area, so every potato receives a thorough scan. Leading brands offer models that fit different line layouts, making integration easy for most production environments.
Note: Multilane and multi-beam food x-ray systems help processors keep up with demand during peak seasons.
Detection Capabilities and Applications
Food x-ray systems provide advanced contaminant detection for potato products. These machines identify foreign materials such as metal, glass, stone, and bone. Multi-beam setups improve contaminant detection by scanning from several angles. This approach increases the chance of finding hidden contaminants in bulk and packaged potatoes.
Processors use these machines for whole potatoes, sliced potatoes, chips, and fries. The systems work well for both loose and bagged products. Operators rely on contaminant detection capabilities to meet safety standards and reduce recalls. The table below shows common contaminants and the potato products inspected:
Potato Product | Common Contaminants Detected |
|---|---|
Whole Potatoes | Stones, metal, glass |
Sliced Potatoes | Bone, metal fragments |
Potato Chips | Glass shards, stones |
French Fries | Metal, bone, glass |
Food x-ray machines help processors maintain quality and safety. These systems support fast, accurate contaminant detection and allow for efficient operation in high-volume environments.
Advanced Optical Sorters for Potatoes
AI Multi Beam Belt Optical Sorter
Raymantech’s AI Multi Beam Belt Optical Sorter represents a major advancement in potato sorting technology. This system uses artificial intelligence and ultra-high definition cameras to inspect potatoes with exceptional accuracy. The multi-view imaging feature provides nearly 360-degree visibility, allowing the sorter to detect micro-defects and contaminants in areas that traditional systems might miss. Operators benefit from stable performance in wet, dusty, or frozen environments due to the IP66 protection rating.
The quick-release belt design simplifies cleaning and maintenance, which helps reduce downtime and keeps production lines efficient. Raymantech’s sorter adapts to a wide range of products, including fresh and frozen vegetables, fruits, seafood, and nuts. The AI-powered system evaluates color, shape, size, and texture, ensuring that only high-quality potatoes reach consumers.
Potato processors rely on advanced optical sorters to maintain product quality and safety, especially when handling large volumes.
The table below summarizes the key features and advantages of Raymantech’s AI Multi Beam Belt Optical Sorter:
Feature/Advantage | Description |
|---|---|
Multi-view imaging | Nearly 360-degree all-around, efficient micro-defect detection in hard-to-reach areas. |
AI-powered sorter system | Enhances detection accuracy for contaminants and product defects. |
Ultra-high definition camera | Identification of tiny impurities and product irregularities. |
IP66 protection | Stable operation in wet, dusty, and frozen environments. |
Quick-release belt | Simplifies cleaning and maintenance, reducing downtime. |
Versatile application | Suitable for vegetables, fruits, seafood, meatballs, nuts, both fresh and frozen. |
Optical Sorting vs. Potato X-Ray
Optical sorting and x-ray inspection systems offer different strengths for potato processors. Optical sorters excel at detecting surface defects, color variations, and shape irregularities. These systems use high-resolution cameras and AI algorithms to identify issues like sugar ends, hollow heart, and common scab. X-ray inspection systems, on the other hand, specialize in identifying internal defects and dense contaminants such as stones, metal, and glass.
The table below compares the detection capabilities of both methods:
Detection Method | Capabilities |
|---|---|
Optical Sorters | Detect surface defects, color, and shape |
X-ray Inspection | Identify internal defects and dense contaminants |
Processors choose between optical sorters and x-ray systems based on their specific needs. Optical sorters work best for improving product quality and increasing yields, especially when speed is important. X-ray systems provide reliable safety checks and help meet regulatory requirements by detecting foreign materials.
The following table highlights scenarios where each system performs best:
Scenario | Optical Sorters Advantages | X-ray Systems Advantages |
|---|---|---|
Detecting defects | Effective in identifying defects like sugar ends, hollow heart, and common scab | Good for detecting foreign materials and density variations |
Product quality enhancement | Improves product quality and increases yields | Reliable for ensuring safety and compliance |
Speed of processing | Faster sorting in certain conditions | More thorough inspection in complex cases |
Potato processors measure the effectiveness of these systems by monitoring food safety and product recalls. AI-powered vision inspection systems detect foreign materials and defects that traditional methods may overlook. Continuous monitoring and adjustment of AI systems help maintain sorting accuracy. The use of advanced technologies supports food safety protocols and reduces the risk of costly recalls.
Tip: Processors should evaluate their production goals and contamination risks before selecting an inspection system. Optical sorters and x-ray machines both play important roles in modern potato processing.
Comparing Potato X-Ray and Optical Sorting Systems
Strengths and Limitations
Potato processors use x-ray inspection technology and optical sorting systems to achieve safe and high-quality products. X-ray inspection technology excels at physical contamination detection. It identifies dense foreign materials such as metal, glass, and stones inside potatoes. This method offers automated contaminant detection, which reduces manual labor and increases consistency. Optical sorting systems focus on surface defects, color, and shape. These systems use cameras and artificial intelligence to spot blemishes, irregular shapes, and discoloration. Optical sorters also provide automated contaminant detection for visible impurities.
Tip: X-ray inspection technology is ideal for preventing stones from entering food and for detecting hidden contaminants that cameras cannot see.
Best Uses by Potato Product Type
Processors select high-quality detection systems based on the type of potato product. Whole potatoes benefit from x-ray inspection technology because it finds internal contamination. Sliced potatoes and chips often require optical sorting systems to remove surface defects and improve appearance. Frozen and packaged potatoes need both technologies. X-ray inspection technology ensures safety by detecting internal contaminants, while optical sorting systems enhance visual quality.
Here is a quick guide:
Whole potatoes: Use x-ray inspection technology for internal contamination.
Sliced potatoes and chips: Use optical sorting systems for surface defects.
Frozen and packaged potatoes: Combine both systems for safety and quality.
Choosing the Right Solution
Selecting the best inspection system depends on operational requirements. Processors consider throughput, maintenance, and cost when choosing between x-ray inspection technology and optical sorting systems. The table below outlines important criteria:
Criteria | Description |
|---|---|
Performance & Efficiency | Machines should effectively manage throughput and maintain quality with high yield rates. |
Durability & Maintenance | Equipment must endure continuous operation with minimal downtime, supported by spare parts. |
Cost & ROI | Consider both the initial investment and the long-term operational costs for a comprehensive ROI evaluation. |
Processors evaluate contamination risks and production needs before making a decision. They choose x-ray inspection technology for physical contamination detection and automated contaminant detection in high-risk environments. Optical sorting systems work best for improving product appearance and sorting speed. Combining both technologies creates a robust solution for modern potato processing.
Potato processors use x-ray equipment and advanced optical sorters to improve food safety and product quality. X-ray systems detect internal contaminants, while optical sorters identify surface defects. Choosing the right inspection system depends on food safety goals, product type, and contamination risks. HACCP helps processors target critical control points and supports food safety from raw material to finished product.
Processors should match inspection systems to potato type and food safety hazards.
Automated checks and high-speed sorting machines reduce waste and increase food safety.
Food safety improves with color segmentation analysis and shape transform technology.
Aspect | Description |
|---|---|
Technology Used | Advanced optical sorting systems and high-speed sorting machines. |
Efficiency Improvement | Reduced waste by 15% compared to manual sorting methods. |
Processing Rate | Up to 12 tons per hour, or about 50 potatoes per second. |
Quality Control Measures | Automated checks for color consistency, thickness, and broken pieces, along with human inspections. |
Defect Detection | Utilizes color segmentation analysis and Fourier-based shape transform for high accuracy in defect identification. |
Processors should consider operational requirements and food safety standards when selecting inspection systems. Food safety remains the top priority for every potato processor.
FAQ
What contaminants can potato x-ray systems detect?
Potato x-ray systems detect metal, glass, stone, and bone. These machines find dense foreign materials inside potatoes. Processors use them to improve food safety and reduce product recalls.
How does an AI optical sorter improve potato quality?
AI optical sorters use cameras and algorithms to spot surface defects, color issues, and shape problems. These systems remove bad potatoes quickly, helping processors deliver high-quality products.
Can processors use both x-ray and optical sorting together?
Processors often combine x-ray and optical sorting systems. X-ray machines find internal contaminants. Optical sorters remove surface defects. Using both technologies increases safety and product quality.
Which potato products benefit most from x-ray inspection?
Whole potatoes and packaged products benefit most from x-ray inspection. These systems detect hidden contaminants that cameras cannot see. Processors rely on x-ray machines for safety checks.