Top 10 Liquid Packaging Machine Manufacturers in 2025
The global liquid packaging equipment market projects a value of USD 8.6 billion in 2025. This growth reflects major industry shifts.
Key trends like AI integration and sustainability-focused solutions are transforming production processes and driving innovation.
Navigating this dynamic landscape requires knowing the top liquid packaging machine manufacturers. The following companies lead the industry in technology and service.
| Rank | Manufacturer | Headquarters |
|---|---|---|
| 1 | Krones AG | Neutraubling, Germany |
| 2 | Tetra Pak | Pully, Switzerland |
| 3 | Syntegon Technology | Waiblingen, Germany |
| 4 | Sidel | Parma, Italy |
| 5 | KHS Group | Dortmund, Germany |
| 6 | GEA Group | Düsseldorf, Germany |
| 7 | Coesia Group (IMA) | Bologna, Italy |
| 8 | ProMach | Covington, Kentucky, USA |
| 9 | Marchesini Group | Pianoro, Italy |
| 10 | E-PAK Machinery, Inc. | La Porte, Indiana, USA |
1. Krones AG
Company Overview
Krones AG stands as a titan in the packaging and bottling machine industry. Headquartered in Neutraubling, Germany, the company has built a global reputation for engineering excellence and comprehensive turnkey solutions. Krones designs and manufactures complete lines for the beverage and liquid food sectors. Their systems cover every step of the production process, from manufacturing and filling to labeling and packing. This end-to-end capability makes them a strategic partner for businesses of all sizes.
Key Products and Specialties
Krones consistently pushes the boundaries of innovation with a diverse portfolio of high-performance machinery. Their expertise is particularly evident in their advanced solutions for the beverage industry.
Key innovations from Krones demonstrate a clear focus on efficiency, precision, and product integrity.
Some of their standout machines include:
- Cantronic series: A compact and digital can-inspection system linked with AI for superior quality control.
- Lavasonic HI: A next-generation bottle washer that uses ultrasound technology for a resource-economical cleaning process.
- Primafill CLASS: A high-precision filler for spirits and other valuable alcoholic beverages, designed to minimize foaming and ensure product safety.
- Dynafill Bloc FL: A compact system that combines a high-speed filler with a labeling machine, optimizing floor space and production flow.
Why They Made the List
Krones AG secures the top spot in 2025 through its relentless pursuit of sustainability and digital transformation. The company actively develops solutions that reduce environmental impact. For instance, they have introduced forward-thinking container decoration technologies designed to significantly cut material use.
Furthermore, Krones has embraced a major digital workplace transformation. The company leverages Microsoft technologies like Windows 11 Enterprise and Windows 365 to create secure, efficient, and collaborative hybrid work environments. This cloud-first approach allows for rapid deployment of digital workspaces globally, reducing infrastructure costs and enhancing operational agility. This dual commitment to green technology and digital leadership solidifies their position among the top liquid packaging machine manufacturers.
2. Tetra Pak
Company Overview
Tetra Pak is a world leader in food processing and packaging solutions. Headquartered in Pully, Switzerland, the company is synonymous with the aseptic carton packaging that revolutionized the storage and distribution of liquid foods. Its mission, "We protect what's good," guides its operations, ensuring food safety and availability globally. Tetra Pak's massive scale and influence are clear from its operational metrics.
| Metric | Value |
|---|---|
| Revenue (2024) | €12.8 billion |
| Employees (2024) | 24,546 |
Key Products and Specialties
Tetra Pak specializes in integrated systems for processing, packaging, and distributing food products. The company is most famous for its aseptic packaging technology, which keeps perishable liquids like milk and juice safe without refrigeration. This innovation is central to its product lineup.
Tetra Pak's Connected Package platform uses digital tools to enhance consumer engagement and provide valuable data on product performance.
Key packaging solutions include:
- Tetra Brik® Aseptic Packaging: Features convenient openings and a natural "craft" look, reflecting the quality of the product inside.
- Sustainable Components: The company is developing tethered caps and a fibre-based barrier to replace the traditional aluminum layer.
- Plant-Based Materials: Tetra Pak increases the use of plant-based polymers from sugarcane to reduce the carbon footprint of its packages.
- Certified Sourcing: Packaging materials are certified by the Forest Stewardship Council™ (FSC™) and Bonsucro, ensuring responsible sourcing.
Why They Made the List
Tetra Pak earns its high rank for its unwavering commitment to creating the world's most sustainable food package. The company is aggressively pursuing a fully renewable aseptic package made entirely from plant-based materials. This forward-thinking goal drives its research into fibre-based barriers and bio-based polymers. Its efforts to attach caps to cartons simplify recycling for consumers and reduce plastic waste. This dedication to circular economy principles, combined with its dominant market presence and continuous innovation in food safety, makes Tetra Pak an undisputed leader among liquid packaging machine manufacturers in 2025.
3. Syntegon Technology
Company Overview
Syntegon Technology, formerly Bosch Packaging Technology, is a leading global provider of processing and packaging technology. Headquartered in Waiblingen, Germany, the company has a strong focus on the pharmaceutical and food industries. Syntegon's extensive global network and solid financial performance underscore its market leadership.
- For the fiscal year 2024, Syntegon generated 1.6 billion euros in sales.
- The company operates with 47 locations across more than 20 countries.
This impressive scale allows Syntegon to deliver intelligent and sustainable solutions to a worldwide customer base, solidifying its reputation for quality and reliability.
Key Products and Specialties
Syntegon excels in providing highly specialized solutions for processing and packaging liquid pharmaceuticals. The company offers a comprehensive portfolio designed to handle sensitive and sterile products with precision. Its expertise covers a wide range of applications from formulation to final fill-and-finish operations.
Syntegon's commitment to innovation is clear in its advanced systems, which prioritize product safety, efficiency, and compliance with strict industry standards.
Key liquid filling solutions for the pharmaceutical sector include:
- Dosage Forms: Equipment for vials, cartridges, ampoules, and ready-to-use (RTU) containers.
- Processing Systems: Solutions for pure media generation, bioprocessing, and depyrogenation.
- Innovation Spotlight: The new SynTiso line concept, a groundbreaking system featuring a gloveless isolator and remote robotics for aseptic filling. It achieves speeds of 600 containers per minute while reducing changeover times by 50%.
Why They Made the List
Syntegon Technology earns its spot on this list through its deep expertise in the demanding pharmaceutical sector and its relentless drive for innovation. The development of game-changing technologies like the SynTiso line demonstrates a clear understanding of customer needs for higher sterility, efficiency, and flexibility. The company’s ability to provide complete, integrated lines—from initial processing to final packaging—makes it a valuable strategic partner. Its strong financial health and expansive global presence ensure robust support and service for its clients worldwide.
4. Sidel
Company Overview
Sidel is a worldwide leader in PET (polyethylene terephthalate) packaging solutions. The company grew from a small pioneer into a global force, serving customers in over 100 countries from its headquarters in Parma, Italy. Sidel aims for leadership in complete packaging lines, offering equipment for every stage of production. Its strong market presence is reflected in its financial performance.
| Metric | Value |
|---|---|
| Revenue (est) | $4.8 Billion |
Sidel's expertise in blow-molding, filling, and conveying makes it a major player in the PET beverage packaging market.
Key Products and Specialties
Sidel excels at providing complete line solutions, particularly for bottled water and sensitive beverages. These integrated systems focus on minimizing resource waste while ensuring bottle durability and appeal. The company provides a single point of contact for equipment and services, guaranteeing high quality and fast production ramp-up.
A standout innovation is the Aseptic Combi Predis™, an integrated solution that combines preform sterilization, blow molding, filling, and capping into one efficient process.
This system is a game-changer for producing sensitive products like juices, teas, and energy drinks. Key features include:
- Dry Preform Decontamination: Uses hydrogen peroxide mist to sterilize preforms, significantly reducing water and chemical use.
- Production Flexibility: Allows for quick transitions between different product formats while maintaining high food safety standards.
- Ease of Use: The system is designed for simple operation, which minimizes downtime and training needs.
Why They Made the List
Sidel earns its place on this list through its mastery of aseptic PET packaging technology. The Aseptic Combi Predis™ system offers the simplest and safest dry preform decontamination available. This technology ensures product integrity and extends shelf life without preservatives. More importantly, it delivers a lower total cost of ownership by optimizing its environmental footprint. By drastically cutting water, energy, and chemical consumption, Sidel provides a solution that is both highly efficient and sustainable. This commitment to innovation that balances performance with environmental responsibility secures its position as a top manufacturer in 2025.
5. KHS Group
Company Overview
The KHS Group, headquartered in Dortmund, Germany, is a premier international manufacturer of filling and packaging systems for the beverage and liquid food industries. With over 150 years of experience, the company has established a robust global footprint. KHS operates 10 production sites worldwide, ensuring close proximity and service to its international customer base.
- Germany (5 sites): Dortmund, Bad Kreuznach, Hamburg, Kleve, Worms
- International (5 sites): Brazil, USA, Mexico, India, China
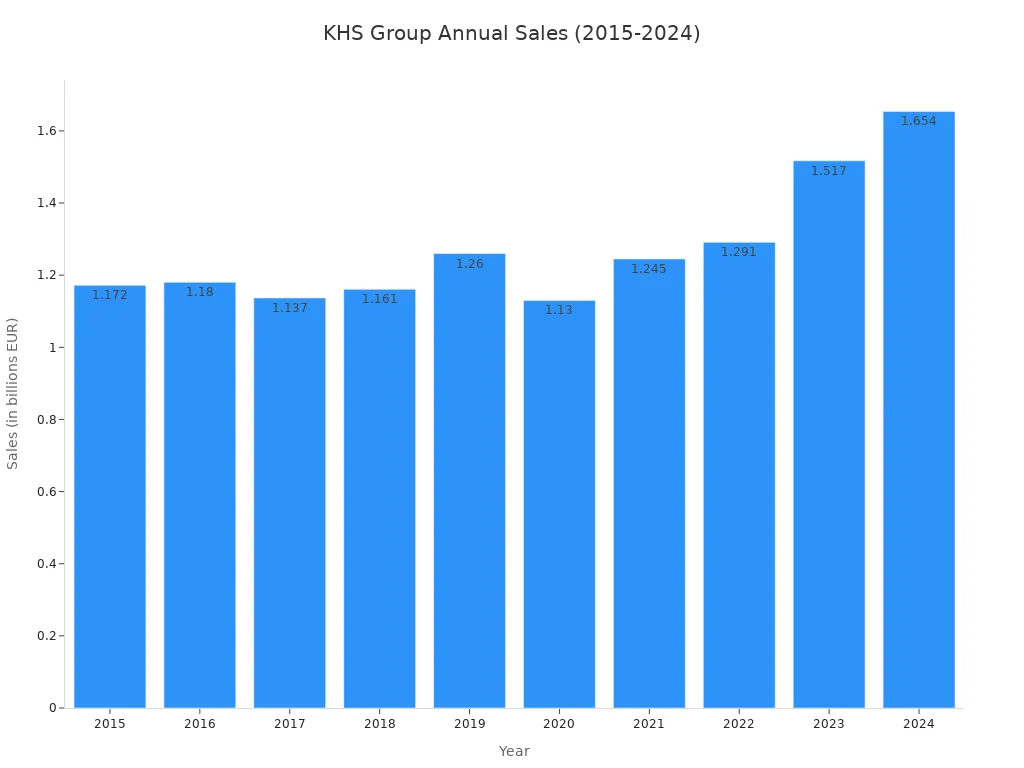
The company's consistent growth and financial stability are evident in its sales performance over the last decade.
| Year | Sales (in billions EUR) |
|---|---|
| 2024 | 1.654 |
| 2023 | 1.517 |
| 2022 | 1.291 |
Key Products and Specialties
KHS excels in developing high-performance, flexible solutions, particularly for the beer industry. Its systems handle cans, bottles, and kegs with precision, ensuring product quality and safety. The company offers some of the fastest machines on the market, like the Innofill Can DVD can filler, which can process up to 135,000 cans per hour.
A key innovation is the Innofill Glass DRS ECO filler. This system uses a unique CO2 purging process that reduces carbon dioxide consumption by up to 60%, enhancing beer quality and sustainability.
Beyond machinery, KHS provides a powerful digital service portfolio. This includes:
- ReDiS (Remote Diagnostic Service) for remote maintenance and analysis.
- ARS (Augmented Reality Service), which uses smart glasses for rapid troubleshooting.
- A Virtual Training Center for 24/7 customer education.
Why They Made the List
KHS Group earns its spot for its powerful blend of engineering tradition and forward-thinking innovation. The company leverages its extensive experience to create solutions that directly address modern challenges like sustainability and operational efficiency. Its focus on reducing resource consumption, from CO2 in fillers to packaging materials, demonstrates a strong commitment to the circular economy. Furthermore, KHS’s investment in digital services like ARS and ReDiS provides customers with unparalleled support, minimizing downtime and maximizing line availability. This dual focus on creating durable, efficient hardware and supporting it with advanced digital tools makes KHS a top-tier partner in 2025.
6. GEA Group
Company Overview
GEA Group is a global technology powerhouse headquartered in Düsseldorf, Germany. The company is one of the largest suppliers of systems and components for sophisticated production processes, primarily in the food, beverage, and pharmaceutical sectors. GEA’s expertise spans the entire production lifecycle. It provides everything from standalone machines to complete, integrated processing lines. This comprehensive approach makes GEA a critical partner for manufacturers seeking to optimize efficiency and product quality from raw material to final package.
Key Products and Specialties
GEA excels in process engineering, particularly for 'Liquid processing'. The company’s strength lies not just in packaging but in mastering the entire journey a liquid product takes before it reaches the bottle or carton. This deep knowledge ensures that the product is handled optimally to preserve its integrity, taste, and safety.
GEA's process technology portfolio is extensive, covering every critical stage of liquid production. This ensures seamless integration and superior end-product quality.
Key processing and packaging technologies include:
- Evaporation and Distillation
- Filtration and Crystallization
- Heating, Cooling, and Fermentation
- Aseptic Filling and Bottling
- Integrated Cleaning-in-Place (CIP) systems
Why They Made the List
GEA Group earns its position for its unparalleled process expertise. While many companies sell packaging machines, GEA provides the engineering intelligence behind the entire production line. This holistic view allows them to design solutions that are perfectly tailored to the specific properties of a liquid, whether it's milk, juice, or a pharmaceutical product. By integrating advanced processing with final filling and packaging, GEA helps clients achieve higher yields, reduce waste, and ensure consistent quality. Their ability to deliver end-to-end, science-backed solutions makes them one of the most unique and valuable liquid packaging machine manufacturers in the market today.
7. Coesia Group (IMA)
Company Overview
Coesia Group is a global powerhouse of innovation-based industrial and packaging solutions. Headquartered in Bologna, Italy, the group comprises several specialized companies, with IMA (Industria Macchine Automatiche) being a cornerstone of its packaging division. IMA has built a formidable reputation for designing and manufacturing automatic machines for processing and packaging pharmaceuticals, cosmetics, food, and beverages. The group's extensive global reach and commitment to research and development position it as a leader in the industry.
Key Products and Specialties
Coesia, through IMA, excels in providing sophisticated liquid filling and packaging lines. The company offers a wide range of solutions, from standalone machines to fully integrated turnkey systems. Their expertise is particularly strong in aseptic filling for the pharmaceutical and food sectors, handling everything from vials and syringes to pouches and cartons.
Many of their advanced machines feature a ten-station structure controlled by a PLC and a large-screen touch screen for simple and convenient operation.
These systems showcase a focus on automation and efficiency. Key features often include:
- An automatic fault tracking and alarm system for real-time status monitoring.
- A mechanical empty bag tracking device to prevent filling or sealing unopened bags, reducing product waste.
- A main drive system with variable frequency control for stable, reliable operation.
Why They Made the List
Coesia Group earns its rank through its immense technological depth and focus on intelligent automation. The company provides machines that enhance operational efficiency and guarantee process reliability. For example, the ability to switch product specifications with a single key command dramatically improves workflow and minimizes downtime. This dedication to creating smart, user-friendly, and highly productive equipment makes Coesia a top choice for manufacturers seeking a competitive edge. Their ability to deliver customized, high-performance solutions across multiple demanding industries solidifies their place among the world's leading liquid packaging machine manufacturers.
8. ProMach
Company Overview
ProMach, based in Covington, Kentucky, operates with a unique and powerful business model. The company is a family of over 25 best-in-class packaging and processing solution brands. This structure allows ProMach to offer specialized expertise across a vast range of applications. Instead of being a single entity, it functions as a portfolio of industry leaders. The financial strength of its individual brands is significant. For example, its Zalkin brand alone reported global sales exceeding $110 million in 2023. This model provides customers with access to top-tier technology from a unified source.
Key Products and Specialties
ProMach delivers an extensive array of liquid packaging solutions through its specialized brands. This portfolio covers nearly every stage of the packaging line, from bottle unscrambling to final labeling. The company provides tailored systems for diverse industries, including pharmaceuticals, beverages, and personal care.
ProMach's "house of brands" strategy gives customers access to specialized, high-performance equipment for each specific task.
Key solutions from their brand family include:
- Filling: Federal offers robust net weight filling systems, while Pacific provides high-precision volumetric and flow meter fillers.
- Capping: Zalkin is a leader in high-speed capping systems, and NJM’s beltorque® capper handles up to 250 bottles per minute with exceptional torque control.
- Labeling: NJM also provides the Courser 230® labeler for syringes and vials, and WLS offers advanced pressure-sensitive labeling systems.
Why They Made the List
ProMach secures its spot on this list due to its exceptional portfolio breadth and depth. The company’s model provides a distinct advantage. Customers can build a complete, high-performance packaging line using best-in-class machinery from different ProMach brands, all managed through a single partner. This approach offers unmatched flexibility and access to specialized innovation. ProMach’s ability to deliver integrated, end-to-end solutions by combining the strengths of its many expert brands makes it a formidable and highly versatile player in the packaging industry.
9. Marchesini Group
Company Overview
The Marchesini Group is a leading manufacturer of packaging machinery for the pharmaceutical and cosmetic industries. Headquartered in Italy's "Packaging Valley" near Bologna, the company has established a significant international presence. Its global reach is supported by a robust network.
- 9 foreign companies
- An extensive network of 44 agencies
- Exports representing more than 85% of turnover
This expansive structure allows the group to serve a worldwide customer base effectively. The Marchesini Group's consolidated turnover for 2019 was 441 million Euro, reflecting its strong market position and financial stability. The company is known for its "Made in Italy" quality and engineering excellence.
Key Products and Specialties
Marchesini Group specializes in creating complete, integrated packaging lines. The company excels in handling sterile liquid products, offering highly customized solutions that meet the stringent demands of the pharmaceutical sector. Its machines are designed for precision, reliability, and compliance with global regulatory standards.
The group's core strength is its ability to deliver "tailor-made" solutions, designing entire production lines from start to finish to meet specific customer needs.
Marchesini Group offers specialized sterile liquid filling lines for a variety of applications:
- Stickpack filling lines for pharmaceutical liquid products
- Vial Filling and Stoppering
- Syringe and RTU (Ready-to-Use) Filling & Stoppering
- Ampoule Filling & Sealing
Why They Made the List
Marchesini Group earns its place on this list for its profound expertise and specialization in the pharmaceutical packaging sector. The company does not just sell machines; it engineers comprehensive, end-to-end solutions. This ability to provide fully integrated and customized lines gives clients a significant advantage, ensuring seamless operation and optimal efficiency. Its focus on sterile liquid handling addresses one of the most critical and challenging areas of modern packaging. This deep industry knowledge, combined with its commitment to quality and global support network, makes Marchesini a premier partner for pharmaceutical manufacturers.
10. E-PAK Machinery, Inc.
Company Overview
E-PAK Machinery, Inc., based in La Porte, Indiana, carves out a vital niche in the packaging industry. Established in 2001, the privately held company focuses on providing high-quality, cost-effective liquid filling solutions. E-PAK designs its equipment to serve a broad spectrum of industries. The company has built a strong reputation for manufacturing reliable machinery that supports businesses as they scale their production capabilities. Its American-made equipment offers a practical entry point for companies needing to automate their packaging lines.
Key Products and Specialties
E-PAK Machinery specializes in versatile inline liquid filling systems, which are ideal for small to medium-sized businesses seeking to improve efficiency. These machines handle a wide variety of liquid and semi-liquid products. The company offers an impressive range of filler types to match specific product needs.
- Gravity fillers
- Net weigh fillers
- Overflow fillers
- Piston fillers
- Pressure fillers
- Pump fillers
E-PAK's systems are highly configurable. They can be set up as manual tabletop models or expanded into fully automatic systems with over 20 filling heads. This flexibility serves an incredibly diverse customer base, packaging everything from bottled water and cosmetics to industrial chemicals and food products.
Why They Made the List
E-PAK Machinery earns its spot on this list by expertly serving the needs of small and growing businesses. While many top liquid packaging machine manufacturers focus on massive, high-speed operations, E-PAK provides accessible, scalable technology. Their modular approach allows a company to start with a semi-automatic filler and upgrade to a fully automated line as demand increases. This "grow-with-you" philosophy minimizes initial investment and provides a clear path for expansion. E-PAK’s commitment to providing robust, flexible, and American-made solutions makes it an indispensable partner for the entrepreneurs and emerging brands driving market innovation.
Key Factors When Choosing Liquid Packaging Machine Manufacturers

Selecting the right partner is a strategic decision that impacts production efficiency for years. Businesses should evaluate potential liquid packaging machine manufacturers based on their specific operational needs, the quality of the technology offered, and plans for future growth.
Assess Your Production Needs
A thorough internal assessment is the first step. Companies must define their requirements clearly to find a suitable machine. Viscosity is a critical factor, as it dictates the liquid's flow behavior. Different products, from low-viscosity water to high-viscosity lotions, require specific filling methods to ensure accuracy and prevent waste.
Production speed is another key consideration. Different filling technologies offer varying speeds.
| Measurement Method | Filling Speed (seconds per bottle) |
|---|---|
| Level sensor | 2 to 4 |
| Weighing technology | Around 5 |
| Mass flow measurement | Around 5 |
| Flow rate measurement | 2 to 5 |
To build a clear production profile, businesses should answer several key questions:
- How many containers do you need to fill per hour?
- Is maintaining a precise temperature important for quality?
- Is the liquid prone to bubbling or foaming?
Evaluate Machine Technology and Quality
Top-tier manufacturers demonstrate their commitment to quality through industry certifications. While ISO 9001 is a voluntary standard for a company's overall Quality Management System, others are mandatory. Good Manufacturing Practices (GMP), for example, are a regulatory requirement in the pharmaceutical, cosmetic, and food industries to ensure product safety.
Look for manufacturers who adhere to relevant standards, including:
- ISO 9001 (Quality Management)
- GMP (Good Manufacturing Practices)
- HACCP (Hazard Analysis and Critical Control Points)
- FSSC 22000 (Food Safety System Certification)
Consider Future Scalability and Flexibility
A packaging line should support a company's long-term vision. Choosing equipment with a modular design allows for easy upgrades and configuration changes. This approach extends the machine's lifespan and reduces the need for full replacements as production demands grow.
Multi-functional and modular systems offer significant advantages.
- They integrate operations like filling, capping, and labeling into a single pass.
- This integration reduces the need for multiple machines.
- It lowers power usage and minimizes the production footprint.
This flexibility ensures the initial investment remains valuable well into the future.
Review After-Sales Support and Service
A machine's value extends far beyond its initial performance. Reliable after-sales support is crucial for maintaining long-term productivity. Leading manufacturers provide comprehensive service packages to minimize downtime and protect a company's investment. A strong support plan typically includes several key elements.
- Repairs and Maintenance: This involves access to specialized technicians for repairs and preventive maintenance plans that extend machinery lifespan.
- Spare Parts: A manufacturer should offer a robust stock of original and compatible spare parts with efficient delivery.
- Training and Support: Operator training ensures efficient machine handling, while on-site and remote support provide rapid troubleshooting for complex issues.
Evaluating a manufacturer's service infrastructure is as important as evaluating the machine itself. Quick access to expert help prevents minor issues from becoming costly production stoppages.
Compare Total Cost of Ownership (TCO)
The initial purchase price is only one part of the financial picture. A smarter approach involves comparing the Total Cost of Ownership (TCO). TCO provides a complete view of all expenses over the machine's entire lifecycle. Reputable liquid packaging machine manufacturers help clients analyze these long-term costs.
TCO is generally broken down into three main categories:
- Capital Costs: These are the upfront expenses, including the equipment price, shipping, installation, and validation.
- Operational Costs: This category covers ongoing expenses like labor, utilities, and staff training.
- Maintenance and Support Costs: These costs include spare parts, service contracts, and any expenses related to troubleshooting.
Calculating TCO involves adding the initial cost to all operational and maintenance expenses over a set period. Businesses must also consider factors like energy consumption and eventual disposal costs. A machine with a lower initial price might have higher energy and maintenance costs, making it more expensive in the long run.
Selecting the right partner from the top liquid packaging machine manufacturers is a critical strategic decision. This guide provides a strong foundation for creating a shortlist of potential partners. The best investment balances initial price with long-term performance and reliability.
Success stories show that modern systems can increase productivity by over 10% by reducing minor stops.
Choosing a forward-thinking manufacturer ensures your operations are ready for future advancements like AI-powered quality control and robotics. This alignment of expertise with production goals secures a competitive advantage.
FAQ
What is the difference between aseptic and non-aseptic filling?
Aseptic filling sterilizes the package and product separately in a sterile environment. This process extends shelf life without refrigeration. Non-aseptic filling is for products with preservatives or shorter shelf lives and does not require the same level of sterilization.
How do I choose between an inline filler and a rotary filler?
Inline fillers offer great flexibility for various container sizes. They are best for lower to medium-speed production. Rotary fillers are ideal for high-speed, continuous operations, typically handling one container size with maximum efficiency.
What does "turnkey solution" mean in packaging?
A turnkey solution is a complete packaging line from one supplier. The manufacturer handles design, installation, and startup. This approach simplifies project management. It ensures all machines work together perfectly, creating a seamless production flow.
Why is PET packaging so popular for liquids?
PET is a popular choice for several key reasons.
- It is lightweight and shatter-resistant.
- It offers excellent transparency.
- It provides a strong barrier against oxygen.
- Its high recyclability makes it a sustainable option.
See Also
Essential Folder Gluer Innovations Shaping 2025 Carton Production Lines
Comparing Leading Ampoule Filling Line Manufacturers for Optimal Production
Three Essential Industrial Checkweighers for Modern Food Processing Facilities
Key Capsule Checkweighers for Buyers to Evaluate in the Coming Year
Unpacking Plate Pack Benefits and Cost-Effectiveness for the Year 2025