Everything You Need to Know About Sorting Plastic Flakes and Pellets
Plastic part sorting ensures recyclers separate and clean materials before reuse. Efficient sorting methods improve purity and yield, increasing the value of recycled plastics.
| Process | Benefit |
|---|---|
| Integrated pre-sorting and flake sorting | Higher quality recyclates, reduced contamination |
| Reduction of manual sorting | Lower costs, better resource allocation |
| Improved purity and yield | Greater output quality, supports recycling targets |
Plastic Part Sorting: Identify and Categorize Plastic Types
Recognizing Different Plastics
Plastic part sorting begins with identifying the resin type of each item. Workers and automated systems rely on visual cues, physical properties, and advanced technology to distinguish between plastics. Color, transparency, and flexibility help operators recognize common resins. For example, polypropylene resins are sorted by color using visible reflectance spectroscopy. This method separates blue, red, green, white, and yellow plastics with high accuracy.
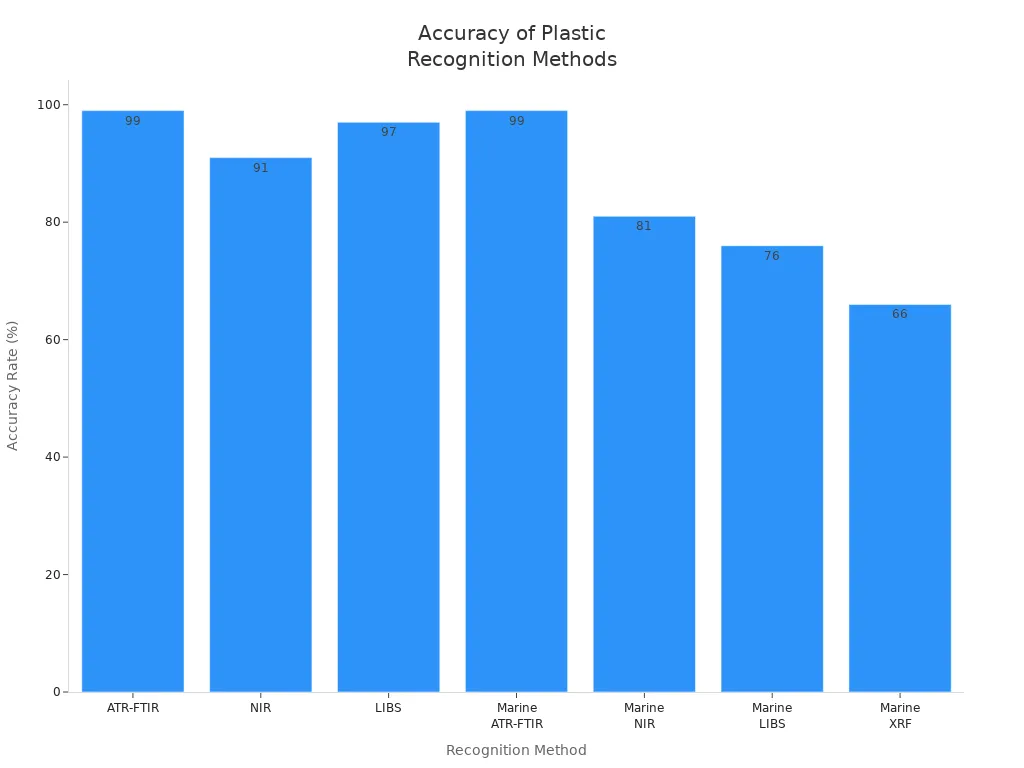
Recycling facilities use commercial spectrometers to analyze the interaction of infrared light with plastic surfaces. These devices scan items on conveyor belts, quickly categorizing them into groups such as PET, HDPE, and PVC. The process increases efficiency and reduces contamination. Sorting accuracy depends on the technology used. ATR-FTIR achieves a 99% accuracy rate, while NIR reaches 91%. LIBS technology also performs well, with a 97% accuracy rate. The following chart compares the accuracy rates of different recognition methods:
Operators also rely on standardized recycling codes and physical inspection. The table below summarizes the most common plastic types found in recycling facilities, their uses, and recycling status:
| Plastic Type | Common Uses | Recycling Status | Recycled Products |
|---|---|---|---|
| NUMBER 1 • PETE or PET | microwavable food trays; salad dressing, soft drink, water, and juice bottles | hard to clean; absorbs bacteria and flavors; avoid reusing | carpet, furniture, new containers, Polar fleece |
| NUMBER 2 • HDPE | household cleaner and shampoo bottles, milk jugs, yogurt tubs | transmits no known chemicals into food | detergent bottles, fencing, floor tiles, pens |
| NUMBER 3 • V or PVC | cooking oil bottles, clear food packaging, mouthwash bottles | believed to contain phthalates that interfere with hormonal development; avoid | cables, mud flaps, paneling, roadway gutters |
| NUMBER 4 • LDPE | bread and shopping bags, carpet, clothing, furniture | transmits no known chemicals into food | envelopes, floor tiles, lumber, trash-can liners |
| NUMBER 5 • PP | ketchup bottles, medicine and syrup bottles, drinking straws | transmits no known chemicals into food | battery cables, brooms, ice scrapers, rakes |
| NUMBER 6 • PS | disposable cups and plates, egg cartons, take-out containers | believed to leach styrene, a possible human carcinogen, into food; avoid | foam packaging, insulation, light switchplates, rulers |
| NUMBER 7 • Other | 3- and 5-gallon water jugs, nylon, some food containers | contains bisphenol A, linked to heart disease and obesity; avoid | custom-made products |
Plastic part sorting also involves categorizing plastics by recycling method. The table below outlines the main recycling categories and their key processes:
| Recycling Category | Description | Key Processes |
|---|---|---|
| Primary Recycling | Closed-loop recycling, reprocesses plastic waste to create similar quality products. | Mechanical recycling |
| Secondary Recycling | Downgrading, reprocesses waste into products with different properties. | Mechanical recycling |
| Tertiary Recycling | Focuses on recovering chemical components from plastics. | Chemical recovery |
| Quaternary Recycling | Harnesses energy from plastic waste to generate steam or electricity. | Energy recovery |
Advanced recognition models, such as those using convolutional neural networks (CNN), learn spectral features automatically. These models handle plastics with dyes, additives, and environmental degradation, making them robust in diverse recycling environments.
Labeling and Documentation
Accurate labeling and documentation play a critical role in plastic part sorting. Facilities use intelligent labels, such as RFID tags and QR codes, to provide direct access to product information. These labels improve material identification and reduce contamination in recycling streams. Digital watermark technology, demonstrated by the HolyGrail project, conveys important packaging attributes and enhances sorting outcomes.
Traceability systems support quality control by preventing material mix-ups and optimizing recycling programs. Facilities follow the APR Sorting Potential Test Protocols to track plastic types throughout the sorting and recycling process. These protocols evaluate package design and predict whether items will sort correctly at Material Recovery Facilities and reclaimers.
Tip: Consistent labeling and documentation ensure traceability and help maintain high standards in recycled plastic quality.
Plastic part sorting relies on proper documentation to monitor each batch from arrival to final processing. Facilities record resin codes, color, weight, and source for every shipment. This practice supports regulatory compliance and improves transparency in the recycling supply chain.
Collection and Initial Sorting Methods
Manual Sorting Techniques
Manual sorting remains a foundational step in many recycling operations. Workers visually inspect and separate plastics by type, color, or grade. This approach offers flexibility and cost-effectiveness, especially for facilities handling diverse or small-volume streams. However, manual sorting can be labor intensive and less efficient compared to automated methods. The following table summarizes the main advantages and limitations:
| Advantages | Limitations |
|---|---|
| Cost-Effective | Labor Intensive |
| Flexibility | Low Efficiency |
Operators often use manual sorting to remove obvious contaminants before mechanical processing. Effective initial sorting ensures materials are properly separated, which leads to higher purity levels in recycled plastics. Proper sorting at this stage prevents contamination and improves consistency throughout the recycling process.
Mechanical and Optical Sorting
Mechanical and optical sorting technologies have transformed plastic part sorting. Facilities deploy advanced machines that use sensors, imaging, and near-infrared (NIR) technology to identify and separate plastics by type and color. Optical sorters can process up to 100,000 bottles per hour, achieving purity rates between 90% and 98% with recent advancements in multi-spectral imaging and deep learning algorithms.
- Optical sorting separates polymers such as PET, PVC, and PP/PE.
- Color-based sorting machines optimize separation based on color attributes, supporting sustainability.
- Intelligent sorters use image processing algorithms to detect and separate flakes of different colors.
Sorting effectiveness depends on regular maintenance, as dirt, labels, and moisture can impact performance. Facilities that invest in these technologies benefit from improved efficiency and higher-value recycled pellets. Proper collection methods, such as curbside programs, drop-off centers, and deposit return schemes, also play a crucial role in ensuring high-quality input for downstream processes.
Note: Effective collection and initial sorting directly influence the quality and quantity of recycled products.
Washing and Drying for Quality
Removing Contaminants
Recycling facilities must remove a wide range of contaminants from plastic flakes and pellets to ensure high-quality output. Common contaminants include non-PET plastics such as PVC, PP, and HDPE, as well as metals, hazardous materials, adhesives, sugars, oils, paper fibers, and residual glue. Operators use a multi-step washing process to address these impurities:
- Pre-washing and sorting: Workers or machines remove visible contaminants, labels, caps, and rings.
- Hot washing: High temperatures and caustic soda dissolve stubborn residues, including adhesives and food oils.
- Rinsing and separation: Clean water removes caustic residues and separates PET from floating contaminants.
- Friction cleaning: High-speed scrubbing eliminates fine particles and improves flake quality.
Specialized label and adhesive technologies, such as AD CleanFlake™, ensure labels detach cleanly. These labels float while adhesive-free PET flakes sink, making separation more efficient. Complete removal of adhesives prevents discoloration and yield loss in the final product.
Tip: Thorough washing at each stage increases the purity and value of recycled plastics.
Drying for Consistency
Consistent drying is essential for producing high-quality plastic flakes and pellets. Moisture left in the material can cause defects during pelletizing and molding. Facilities use advanced drying systems that combine centrifugal de-watering, thermal drying, and automated discharge. These systems achieve moisture levels below 0.5%, which is critical for further processing.
| Feature | Description |
|---|---|
| Moisture Level | Final moisture below 0.5% for optimal pelletizing and molding |
| Drying Process | Feeding, centrifugal de-watering, thermal drying, and discharge |
| Energy Efficiency | Thermal circulation reduces energy use by up to 30% |
| Automation | PLC control minimizes labor and ensures consistent results |
| Eco-Friendly Design | Enclosed systems prevent dust and vapor leakage |
Heat, low vapor pressure, and sufficient drying time all play key roles in removing moisture. Automated drying not only improves product quality but also supports environmental compliance and operational efficiency.
Shredding to Create Uniform Flakes

Shredding Equipment
Recycling facilities rely on specialized shredding equipment to process plastic waste into uniform flakes. Each type of shredder offers unique advantages for different materials and operational needs. The table below outlines the most common shredders and their key features:
| Type of Shredder | Key Features |
|---|---|
| Single-Shaft Shredders | Central rotor with hydraulic pusher, ideal for uniform plastics, balance of throughput and cost. |
| Dual-Shaft or Twin-Shaft Shredders | High torque, low-speed rotation, suitable for heavy-duty shredding of contaminated materials. |
| Granulators and Plastic Grinders | Refine shredded plastic into fine flakes, necessary for pelletization after initial shredding. |
Operators select shredders based on the type and cleanliness of incoming plastics. Single-shaft shredders handle clean, uniform materials efficiently. Dual-shaft models manage bulky or contaminated loads. Granulators and grinders further reduce particle size, preparing flakes for pelletizing.
Tip: Regular maintenance of shredding equipment ensures consistent performance and reduces downtime.
Achieving Consistent Flake Size
Uniform flake size plays a critical role in the recycling process. Consistent flakes allow cleaning agents to reach every surface during washing, which improves contaminant removal. This uniformity also streamlines the pelletizing stage. When flakes share similar dimensions, the plasticization process becomes more efficient, producing higher quality pellets with better mechanical properties.
Optimized shredding reduces energy consumption during pelletizing and increases output. Facilities that achieve uniform flake sizes report up to a 23% boost in pellet production. By focusing on flake consistency, operators enhance both the quality and efficiency of recycled plastics.
Advanced Separation Techniques
Float-Sink Separation
Float-sink separation stands as a fundamental method in plastic recycling. Operators rely on density differences to sort mixed plastics. The process uses water as a medium, applying Archimedes’ principle to distinguish materials. Heavier plastics, such as PET, sink in water, while lighter types like PP and PE float. Agitation in the tank ensures proper wetting and releases trapped air, which improves accuracy. This technique achieves high purity in recycled materials and supports efficient downstream processing.
- The float-sink method utilizes density differences.
- PET sinks in water; PP and PE float.
- Archimedes’ principle guides the separation.
- Agitation releases trapped air for better sorting.
- The separation tank uses water to differentiate plastics.
Air Classification
Air classification offers another effective approach for sorting plastic flakes. This technology separates particles by density, shape, and size. Air classifiers generate airflow that creates drag forces on the particles. Lighter and smaller flakes get carried away in the airstream, while heavier and larger ones drop out. This principle allows facilities to classify plastics by size and weight, which enhances processing efficiency and improves the quality of the final product.
Tip: Air classification helps recyclers achieve consistent flake sizes, which supports better pelletizing results.
Electrostatic Separation
Electrostatic separation uses electrical charges to sort plastic flakes and pellets. Facilities benefit from high recovery rates and gentle treatment of materials. The method reduces non-microplastic particulate portions, but it faces challenges with certain particle sizes and compositions. Operators must test material resistivity to optimize results.
| Advantages | Limitations |
|---|---|
| High recovery rates (90-100%) | Challenges with certain particle sizes and compositions |
| Gentle treatment of materials | Not as exhaustive as density separation in eliminating the entire mineral fraction |
| Reduces non-MP particulate portion | Requires elaborate testing of MP resistivity for other methods |
Pelletizing Process Explained

Extrusion and Melting
Pelletizing transforms cleaned and sorted plastic flakes into uniform pellets ready for manufacturing. The process begins with feeding the material into the pelletizing machine. Operators use belts, screws, or other tools to load plastic waste or raw materials. Inside the extruder, the plastic heats up and melts. The molten plastic then moves through a die head, forming continuous strands or specific shapes.
Temperature control plays a critical role in this stage. The system must maintain the right melting state and fluidity. If the temperature is too high or too low, the plasticizing effect suffers, which can lead to defects. Operators also monitor extrusion speed. Excessive speed prevents full plasticization, while slow speed causes material degradation.
| Parameter | Effect on Quality |
|---|---|
| Extrusion Temperature | Affects melting state and fluidity; too high or low impacts plasticizing effect. |
| Extrusion Speed | Too fast leads to incomplete plasticization; too slow causes degradation. |
| Diameter Control | Higher speed and temperature produce smaller diameter filaments with defects. |
Cutting and Cooling
After extrusion, the plastic strands require cooling and cutting. In strand pelletizing, operators guide hot strands into a water bath. The water rapidly cools and solidifies the strands, forming flexible rods. This method helps achieve uniform pellet size and shape. The cooling tank, often a long stainless steel trough, circulates water to ensure even quenching.
Some facilities use hot melt pelletizing, which cuts the molten plastic into pellets immediately after extrusion. Rapid cooling follows, providing precise control over pellet size and consistency. Both methods aim to produce pellets with uniform dimensions, which supports high-quality manufacturing and consistent product performance.
Tip: Proper cooling and cutting techniques enhance pellet uniformity and reduce defects in the final product.
Quality Control and Inspection Steps
Visual Inspection
Operators perform visual inspection as a first line of defense against defects in recycled plastic flakes and pellets. They check for discoloration, contamination, and irregularities in size or shape. Common defects include yellowing, color mixing, and poor transparency. These issues often result from improper sorting, contamination, or mechanical stress during processing. The table below outlines typical visual defects and their causes:
| Defect Type | Description |
|---|---|
| Yellowing | Organic dyes or oxidation reduce melt clarity. |
| Color Mixing | Improper sorting leads to inconsistent appearance. |
| Odor | Residual ink or PVC materials affect product quality. |
| Poor Transparency | Contamination or yellowing impacts visual quality. |
| Size Inconsistency | Over-crushing causes irregularly shaped flakes. |
| Bubbles or Voids | Uneven drying creates air pockets in the material. |
Operators use these inspections to identify and remove defective batches before further processing. Consistent visual checks help maintain high standards and prevent downstream quality issues.
Testing for Purity
Facilities rely on systematic testing to ensure the purity and consistency of sorted plastics. They use manual, mechanical, and automated methods to separate PET from other materials. Advanced optical sorters play a key role in removing critical contaminants like PVC and optimizing color sorting. Efficient hot washing systems eliminate adhesives and stubborn residues, while precision drying technology keeps moisture below critical thresholds.
| Process Step | Description | Benefits |
|---|---|---|
| Sorting | Separates PET from other materials using various methods. | Reduces contamination, enhances product quality, increases efficiency. |
| Washing | Cleans PET to remove dirt and glue. | Improves quality, reduces health risks, supports later steps. |
| Hot Washing | Uses heated water and detergents for deep cleaning. | Ensures high purity by removing tough contaminants. |
Tip: Regular quality checks and advanced technology help facilities deliver reliable, high-purity recycled plastics.
Packaging and Storage Best Practices
Safe Packaging Methods
Facilities must use reliable packaging to protect sorted plastic flakes and pellets from contamination and moisture. Operators often choose heavy-duty polyethylene bags, sealed containers, or lined bulk sacks. These options prevent dust, dirt, and water from reaching the material. Many facilities use automated bagging systems to ensure consistent fill levels and tight seals. Proper labeling on each package identifies resin type, batch number, and processing date. This practice supports traceability and quality control.
Tip: Double-check seals and labels before moving packaged materials to storage. This step reduces the risk of mix-ups and contamination.
A comparison of common packaging options:
| Packaging Type | Protection Level | Typical Use Case |
|---|---|---|
| Polyethylene Bags | High | Small to medium batches |
| Lined Bulk Sacks | Very High | Large-scale operations |
| Sealed Containers | Maximum | Long-term storage, export |
Proper Storage Conditions
Storage conditions play a critical role in maintaining the quality of recycled plastics. Facilities should keep packaged flakes and pellets in clean, dry, and well-ventilated areas. Operators must avoid direct sunlight, which can degrade plastic properties. Stacking pallets off the ground prevents moisture absorption. Regular inspections help identify leaks, pests, or temperature fluctuations.
- Store materials away from chemicals and strong odors.
- Use pallets or shelving to improve airflow.
- Monitor humidity and temperature with sensors.
Note: Consistent storage practices preserve material quality and support efficient production schedules.
Practical Tips and Common Challenges
Troubleshooting Sorting Issues
Operators often encounter obstacles during plastic part sorting. Resin complexity and material incompatibility can lead to mixed batches that degrade the quality of recycled plastics. Advanced sorting technologies, such as near-infrared sensors and machine learning algorithms, help facilities separate incompatible plastics. These systems increase the purity of recycled feedstock and reduce the risk of contamination.
Contamination remains a persistent challenge. Food residues, labels, and adhesives can lower efficiency and create defects in the final product. Design for Recycling (DfR) encourages manufacturers to use easily removable labels and adhesives. This approach simplifies processing and improves the overall quality of sorted materials. Facilities also benefit from regular equipment maintenance and staff training, which minimize errors and ensure consistent results.
Limited processing infrastructure restricts the ability to recycle certain plastics. Extended Producer Responsibility (EPR) shifts some costs to producers, incentivizing them to design products that are easier to recycle. This strategy supports the development of new facilities and technologies, expanding the range of plastics that can be processed.
| Challenge | Description | Solution | Core Benefit |
|---|---|---|---|
| Resin Complexity and Material Incompatibility | Mixing incompatible plastics can degrade quality. | Advanced Sorting Technologies | Increases purity of recycled feedstock |
| Contamination Across the Supply Chain | Food residues and labels reduce efficiency. | Design for Recycling (DfR) | Reduces complexity in processing |
| Limited Processing Infrastructure | Lack of facilities for certain plastics. | Extended Producer Responsibility (EPR) | Incentivizes sustainable design |
Maximizing Efficiency
Facilities can boost efficiency by standardizing sorting protocols and investing in automation. Automated systems process large volumes quickly and reduce human error. Staff should monitor equipment performance and adjust settings to match material types. Regular calibration ensures accurate sorting and minimizes downtime.
Tip: Facilities that implement continuous improvement programs achieve higher throughput and better product quality.
Operators should also track key performance indicators, such as purity rates and yield. Data-driven decision-making helps identify bottlenecks and optimize workflows. By focusing on these strategies, facilities maintain high standards and maximize the value of recycled plastics.
- Careful sorting at each stage produces reliable plastic flakes and pellets.
- Proper equipment and techniques maintain consistent quality.
- Regular inspections and safe storage protect material standards.
Facilities that follow these steps achieve high-value, uniform recycled plastics ready for manufacturing or resale.
FAQ
What is the main goal of sorting plastic flakes and pellets?
Sorting aims to separate plastics by type and quality. This process ensures manufacturers receive clean, uniform materials for recycling or reuse.
How do facilities prevent contamination during storage?
Operators use sealed packaging and climate-controlled storage. They inspect regularly to keep out moisture, dust, and pests.
Can all types of plastics be recycled using these methods?
Most common plastics, such as PET and HDPE, can be sorted and recycled. Some specialty plastics may require advanced or separate processes.
See Also
Exploring Capsule Sorters And Their Importance In Defect Elimination
Best Precoating Materials For Filtration Systems In 2025
Popular Features Of Folder Gluers In 2025 Carton Production
Steel Processing For Heat Exchange Applications Consistently Yields Success
Comprehending How Sterile Filter Devices Operate Effectively