Oil-Sealed Vacuum Pumps Break the Costly Myths

- Oil-Sealed Vacuum Pumps deliver efficient and reliable performance in industrial settings.
- Many professionals find that an Oil-Sealed Vacuum Pump reduces operating costs and maintenance demands.
- These pumps offer long-term savings and dependable operation for businesses seeking proven solutions.
Oil-Sealed Vacuum Pumps and High Efficiency
Consistent High Performance
Oil-Sealed Vacuum Pumps deliver reliable results in industrial environments. Operators observe steady vacuum levels and minimal fluctuations during production. The following table highlights key performance metrics that demonstrate consistent high performance:
| Metric | Description |
|---|---|
| Efficiency | Achieving required pressure with minimal energy consumption and wear. |
| Maintenance Practices | Regular oil changes and leak testing to maintain vacuum levels and protect components. |
| System Design | Optimizing pump capability with production output to reduce operating costs. |
| Filter Management | Scheduled changes of dust and vapor filters to prevent airflow restrictions and energy draw. |
Routine maintenance and proper filter management help maintain optimal performance and extend pump lifespan.
Energy Efficiency in Demanding Environments
Industrial settings often require pumps to operate under challenging conditions. Oil-Sealed Vacuum Pumps provide dependable service, but energy consumption remains a concern.
- Dry vacuum pumps generally offer higher energy efficiency due to advanced rotor profiles and reduced maintenance needs.
- Oil-sealed pumps require more frequent maintenance and may face contamination risks, which can affect energy efficiency.
- Energy consumption in industrial systems can be reduced by up to 99% with dry vacuum pumps, while oil-sealed pumps operate at lower efficiency levels.
Despite these differences, Oil-Sealed Vacuum Pumps remain a preferred choice for applications where reliability and consistent vacuum are critical.
Meeting Strict Vacuum Requirements
Recent advancements in pump design have improved efficiency and reliability. Manufacturers now incorporate IoT and digital controls, energy-saving technologies, and smart control systems. The table below outlines some of these innovations:
| Advancement Type | Description |
|---|---|
| IoT and Digital Controls | Enhancing operational efficiency and predictive maintenance. |
| Energy Saving Technologies | Variable speed drives and low-power models. |
| Seal and Material Innovations | Advanced sealing and durable materials for longevity and leak prevention. |
These developments allow Oil-Sealed Vacuum Pumps to meet strict vacuum requirements while reducing downtime and maintenance costs.
Oil-Sealed Vacuum Pumps and Reliability
Robust Oil-Lubricated Design
Manufacturers build oil-lubricated vacuum pumps with features that ensure long-term reliability.
- Simple yet effective structure reduces the risk of mechanical failure.
- Integrated oil separator keeps exhaust clean and protects internal parts.
- Optional gas ballast valve allows the pump to handle high vapor volumes without damage.
- Non-return valve maintains vacuum integrity during operation.
- High-quality materials and precision manufacturing techniques increase durability.
These design elements help Oil-Sealed Vacuum Pumps perform consistently in demanding environments.
Long Service Life with Minimal Downtime
Industrial users value equipment that operates for long periods with little interruption. Oil-lubricated rotary vane pumps often run for 1,000–2,000 hours between oil changes. The following table highlights key factors:
| Pump Type | Oil Change Interval | Key Factors Affecting Frequency | Common Applications |
|---|---|---|---|
| Oil-Lubricated Rotary Vane | 1,000–2,000 hours | Contaminants, moisture, temperature, vacuum level | General industry, packaging, medical |
Routine maintenance, such as oil analysis and filter replacement, prevents common issues like worn vanes, seals, or bearings. Smart monitoring systems—such as temperature and pressure sensors—help operators detect problems early and reduce downtime.
Outperforming Dry Pumps in Challenging Conditions
Oil-sealed pumps often outperform dry pumps in harsh industrial settings.
- They achieve high ultimate vacuum and rapid pumping speeds.
- Advanced lubrication allows quiet operation and reliable performance under high gas loads.
- These pumps handle water vapor more effectively and require less maintenance than many dry models.
Comparative studies show that Oil-Sealed Vacuum Pumps deliver energy savings of around 50% and operate at noise levels about half that of similar dry technologies. This combination of efficiency and reliability makes them a preferred choice for many industries.
Oil-Sealed Vacuum Pumps and Cost Savings

Comparing Initial Investment and Lifetime Value
Many buyers focus on the initial price when selecting a vacuum pump. However, the true value of a pump emerges over its entire service life. Oil-sealed vacuum pumps often require a moderate upfront investment, but their robust construction and proven reliability deliver long-term savings. When evaluating total cost of ownership, several factors come into play:
| Cost Category | Percentage Contribution |
|---|---|
| Energy Consumption Cost | 50% |
| Maintenance Costs | 30% |
| Initial Purchase Cost | 10% |
| Miscellaneous Costs | 10% |
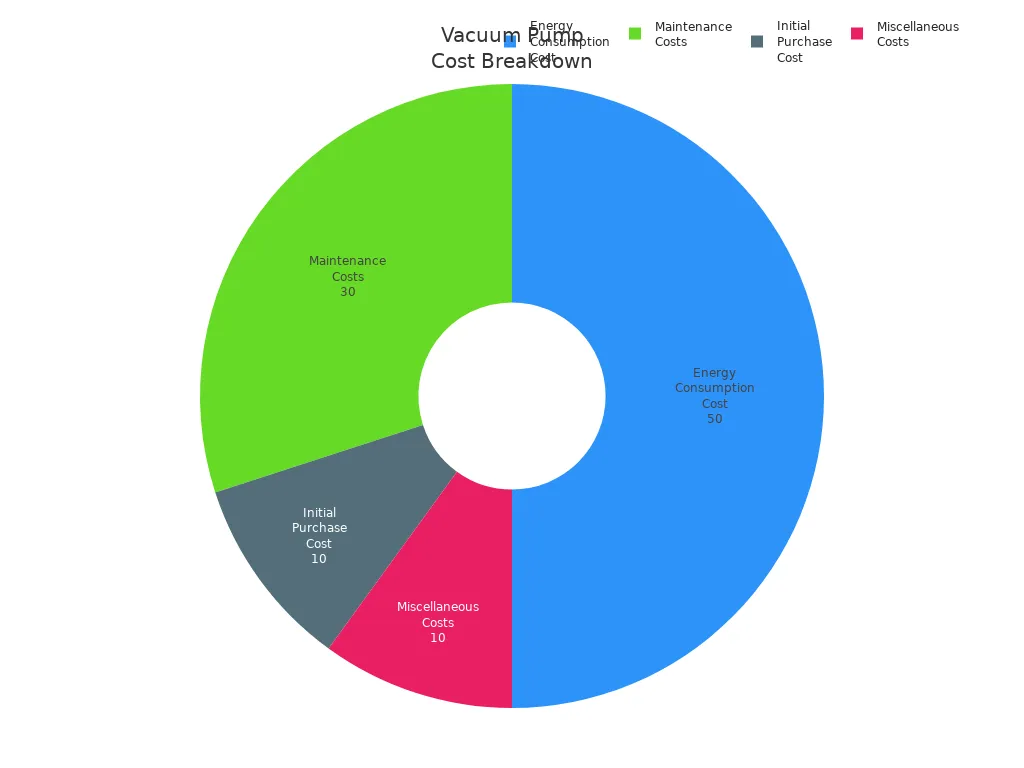
Energy and maintenance costs make up the largest share of total expenses. By choosing a pump with a longer service life and fewer breakdowns, companies can reduce these ongoing costs. Over time, the savings from reduced repairs and efficient operation outweigh the initial purchase price.
Lower Energy and Maintenance Costs
Operating costs play a major role in the overall expense of vacuum systems. Oil-sealed vacuum pumps use advanced engineering to minimize energy consumption and extend maintenance intervals. Modern designs feature improved seals, efficient motors, and smart controls that help lower utility bills. Regular oil changes and filter replacements keep the system running smoothly, but these tasks are straightforward and predictable.
Tip: Scheduling routine maintenance prevents unexpected failures and keeps energy use low.
A well-maintained oil-sealed pump can operate for thousands of hours without major repairs. This reliability reduces the need for emergency service calls and helps companies plan their budgets more accurately.
Reducing Downtime and Repair Expenses
Downtime disrupts production and increases costs. Oil-sealed vacuum pumps address this challenge with features that limit interruptions and simplify repairs. Centralized systems using oil-sealed pumps provide redundancy, so if one unit needs service, others keep the process running. This setup reduces labor and material costs compared to maintaining multiple point-of-use pumps.
- Centralized systems with oil-sealed pumps reduce downtime due to redundancy.
- Individual maintenance for point-of-use systems increases labor and material costs.
- Centralized systems are more cost-efficient and less labor-intensive.
Modern pump designs also target common causes of downtime. The table below shows typical issues and how manufacturers address them:
| Common Causes of Downtime | Mitigation Strategies |
|---|---|
| Oil contamination | Use of gas ballasts to manage oil contamination |
| Sludge buildup | Routine maintenance and inspection |
| Improper oil level (too low or too high) | Ensuring proper installation and maintenance |
| Excessive pressure | Selecting appropriate materials |
| High temperatures | Regulating oil temperature between 60ºC – 70ºC |
| Ingestion of foreign contaminants | Regular checks for foreign materials in the system |
| Clogged oil lines or valves | Regular maintenance to clear blockages |
| Damaged discharge valve | Immediate repair or replacement of damaged components |
| Excessive vibration | Proper mounting and connection checks |
| Exhaust filters older than 12 months | Regular replacement of exhaust filters |
By addressing these issues proactively, companies keep their vacuum systems running and avoid costly production delays. Oil-sealed vacuum pumps offer a balance of performance, reliability, and cost savings that make them a smart choice for many industries.
Oil-Sealed Vacuum Pumps in Industrial Applications

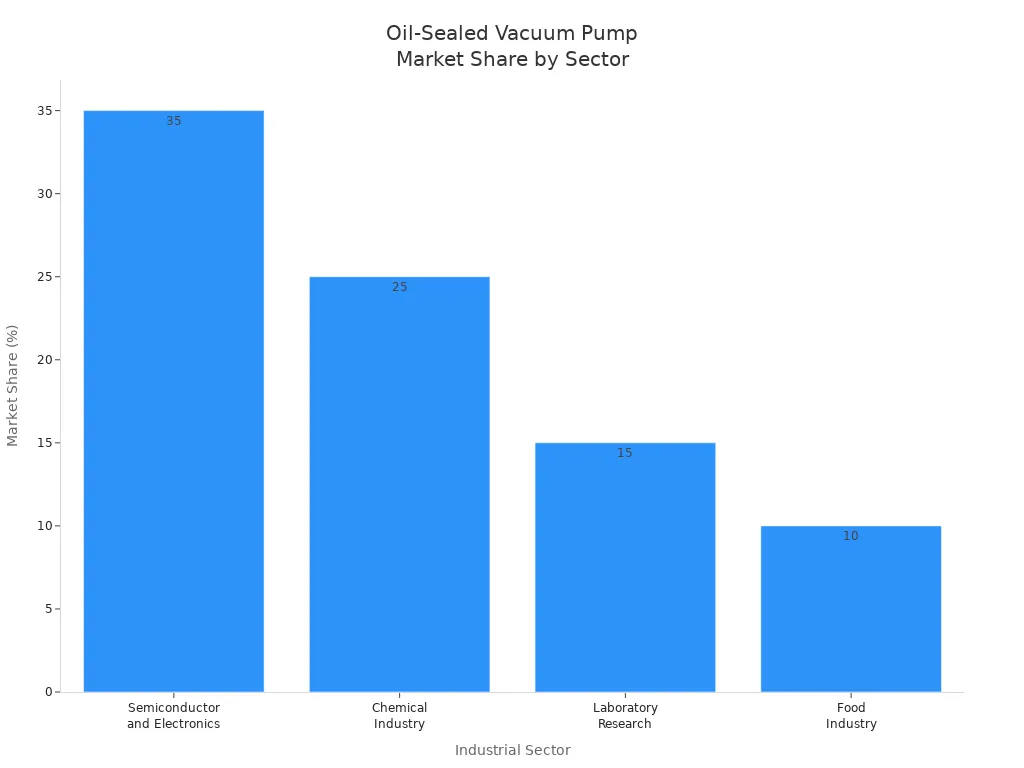
Oil-Sealed Vacuum Pumps play a vital role across multiple industrial sectors. The following table shows their market share in key industries:
| Sector | Market Share (%) |
|---|---|
| Semiconductor and Electronics | 35 |
| Chemical Industry | 25 |
| Laboratory Research | 15 |
| Food Industry | 10 |
Packaging Industry
Manufacturers in the packaging sector rely on oil-sealed vacuum pumps for several reasons:
- High vacuum levels prevent spoilage and extend shelf life by removing air from packaging.
- Consistent performance ensures every product receives a proper seal, which supports food safety.
- Durable construction allows continuous operation in high-volume production.
- Energy-efficient designs help reduce operational costs and extend equipment lifespan.
Common applications include vacuum sealing, modified atmosphere packaging, and thermoforming. These processes improve product quality and reduce waste.
Medical and Laboratory Settings
Hospitals and research labs depend on reliable vacuum systems for critical tasks. Oil-sealed vacuum pumps support sterilization, sample preparation, and controlled environment testing. Their stable vacuum output protects sensitive instruments and ensures accurate results. Operators value the quiet operation and minimal vibration, which help maintain a safe and comfortable workspace.
Metalworking and Coating Processes
Metalworking facilities use oil-sealed vacuum pumps for degassing, heat treatment, and vacuum distillation. These pumps provide precise control of air and gas flow, which maintains the integrity of metal products. By reducing contamination, they increase product purity and improve heat treatment outcomes. Consistent performance leads to higher production efficiency and better quality in finished goods.
Oil-Sealed Vacuum Pumps: Myths vs. Reality
Myth: Oil-Sealed Pumps Are Expensive to Maintain
Many believe that Oil-Sealed Vacuum Pumps require constant attention and high maintenance costs. In reality, maintenance schedules depend on the operating environment. Pumps used in clean settings need oil changes only twice a year, while those in heavy or dirty applications may require more frequent service. The following table shows recommended oil change intervals:
| Usage Condition | Recommended Oil Change Frequency |
|---|---|
| Light use in clean environments | Every 6 months |
| Heavy or dirty applications | Weekly to daily |
Ignoring oil quality can cause serious problems:
- Severe internal damage
- Increased friction and wear
- Loss of sealing and reduced vacuum
- Higher operating temperature and possible pump failure
Routine maintenance prevents these issues and keeps costs low.
Myth: Frequent Oil Changes Are a Hassle
Operators often worry about the inconvenience of oil changes. Most modern pumps feature accessible oil reservoirs and clear indicators, making the process quick and simple. Scheduled maintenance fits easily into production routines. Technicians can complete oil changes without special tools or lengthy downtime.
Reality: Proven Cost-Effectiveness and Ease of Use
Industry data shows that Oil-Sealed Vacuum Pumps deliver reliable performance and cost savings across many sectors:
- Pharmaceutical companies use these pumps to maintain sterile environments and extend product shelf life.
- Food processors rely on vacuum packaging to reduce spoilage and save money.
- Automotive manufacturers benefit from efficient HVAC evacuation and easy portability.
- Chemical plants improve product yield and process efficiency with low-pressure environments.
These examples highlight the practical benefits and user-friendly design of Oil-Sealed Vacuum Pumps.
Choosing the Right Oil-Sealed Vacuum Pump
Key Factors to Consider
Selecting the right vacuum pump requires careful evaluation of several technical parameters. The following table outlines essential factors and their impact on performance:
| Factor | Why It Matters | Example |
|---|---|---|
| Vacuum Level | Determines pump’s suction strength | Rough vacuum (1,000 mbar) vs. high vacuum (0.001 mbar) |
| Flow Rate | Impacts speed of achieving vacuum | Higher flow = faster evacuation |
| Chemical Resistance | Prevents corrosion from gases or liquids | PTFE-coated pumps for aggressive chemicals |
| Continuous Operation | Ensures 24/7 reliability | Oil-free pumps for minimal downtime |
Operators should match these specifications to their process requirements to ensure optimal results.
Matching Pump Features to Your Application
Different industrial tasks demand specific pump features. Oil-Sealed Vacuum Pumps offer a range of models suited to various needs:
- Rotary piston pumps handle variable volume changes, making them ideal for food processing.
- Rotary vane pumps fit small to medium-sized applications, such as packaging and laboratory systems.
- Fixed vane pumps serve less demanding environments but are less common due to limited performance.
- Trochoidal pumps provide versatility for holding, lifting, and forming plastics.
Applications include:
- Holding, lifting, and moving materials in woodworking and pneumatic conveying.
- Forming and shaping plastics or glass in manufacturing.
- Preserving products in meat packaging and freeze drying.
- Maintaining clean environments in laboratories and surgical settings.
Getting Expert Advice
Consulting with industry experts helps businesses avoid costly mistakes. Professionals recommend:
- Ensuring oil compatibility with pump materials and process gases.
- Selecting oil with suitable viscosity and low vapor pressure for stable vacuum levels.
- Considering thermal stability and oxidation resistance for longer service life.
- Evaluating maintenance needs, waste oil management, and spare part availability.
Experienced suppliers match pump systems to application needs, improving efficiency and reliability. Rotary screw vacuum pumps, for example, serve food processing, plastics, and hospitals, with ultimate vacuum levels ranging from 29.5” HgV to 29.9” HgV.
Tip: Regular consultation with technical specialists ensures the pump system meets evolving production demands.
Oil-Sealed Vacuum Pumps support industrial growth and efficiency.
- The market is projected to reach $21.51 billion by 2033, showing strong demand.
- A CAGR of 11.29% from 2026 to 2033 highlights expanding applications and new technology.
- Energy efficiency and sustainability drive investments, leading to reliable performance and cost savings.
Contact the team to find the best solution for your business.
FAQ
How often should operators change the oil in an oil-sealed vacuum pump?
Most operators change oil every 1,000–2,000 hours. Heavy-duty or dirty environments may require more frequent changes for optimal performance.
What are the main benefits of oil-sealed vacuum pumps over dry pumps?
Oil-sealed pumps provide higher vacuum levels, better handling of vapor loads, and longer service life in demanding industrial applications.
Can oil-sealed vacuum pumps operate continuously?
Yes. These pumps support continuous operation in many industries. Routine maintenance ensures reliable performance and minimizes unexpected downtime.
Tip: Always follow manufacturer guidelines for maintenance intervals and oil selection to maximize pump lifespan.