Lentil color sorter surprises you with new tech
The latest Lentil color sorter models introduce advanced AI-driven imaging, delivering 99.99% sorting accuracy and speeds up to 20,000 kg/hour. Processors now benefit from easy maintenance and versatile sorting capabilities.
Market growth highlights:
- Global market size projected at USD 1.47 billion in 2024
- Expected CAGR of 6.8% through 2033
| Metric | Latest Models | Previous Generations |
|---|---|---|
| Sorting Speed | Up to 20,000 kg/hour | Lower speeds |
| Sorting Accuracy | 99.99% accuracy | Lower accuracy rates |
| Energy Efficiency | Designed for low energy consumption | Higher energy usage |
| Maintenance | Easy maintenance and repair | More complex maintenance |
| Versatility | Sorts various lentil types | Limited to fewer types |
Lentil color sorter innovations redefining the industry

Advanced sensing and imaging technologies
Modern lentil color sorter machines rely on a suite of advanced sensing and imaging systems to deliver precise results. Manufacturers have adopted full-color RGB cameras for detailed color imaging, while NIR and SWIR cameras separate foreign materials from good lentils, even when colors appear similar. InGaAs cameras detect defects that remain invisible to the naked eye, such as unhulled grains or shells. Hyperspectral imaging identifies subtle defects based on the chemical nature of the material, pushing the boundaries of quality control.
| Camera Technology | Function |
|---|---|
| Full-Color RGB Cameras | Provide detailed color imaging for sorting. |
| NIR Cameras | Separate foreign materials from good products with similar colors (e.g., stick, stone). |
| InGaAs Cameras | Detect defects not visible to the naked eye, such as unhulled grains or shells. |
| SWIR Cameras | Enhance visibility for sorting materials of similar colors. |
| Hyperspectral Imaging | Identify subtle defects based on chemical nature. |
Hyperspectral imaging systems use specific wavelengths to classify lentils, which increases sorting accuracy. Statistical classifiers distinguish between lentil products and contaminants by analyzing reflectance spectra in the visible and near-infrared spectrum. This technology allows operators to select wavelengths that maximize correct classification rates, ensuring high precision.
Recent innovations also include high granule detection rates, with some systems detecting over 30,000 granules per second using advanced FPGA processing. Special chute designs improve material transfer stability, while intelligent lighting systems with adjustable cold light sources enhance image visibility and detection accuracy. These features set a new standard for the industry.
Note: Optical technologies have become essential for quality control in large-scale food processing, where manual checks are no longer practical.
AI and machine learning in lentil color sorter systems
Artificial intelligence and machine learning have transformed the operation of the lentil color sorter. These systems now feature hyper space data collection, which automatically gathers information on color, shape, size, and defects. Full-color linear array scanning, combined with DPS and FPGA processing, enables high-accuracy sorting, especially for small specks and discoloration.
| Feature | Description |
|---|---|
| Hyper Space Data Collection | Automatically collects data on color, shape, size, and defects for accurate material feature acquisition. |
| Scanning Technology | Utilizes full-color linear array scanning and DPS+FPGA processing for high accuracy sorting, especially for small specks and discoloration. |
| Solenoid Valve | Features a magnetically controlled high-frequency solenoid valve for flexible device contact and long service life. |
| Intelligent Dimming | Automatically adjusts brightness based on material selection and environmental changes to enhance sorting performance. |
| Operation Platform | Stores 100 sorting modes for multifunctionality and user-friendly control. |
| Dust-Extraction System | Rapidly removes light objects and dust to ensure sorting accuracy and improve efficiency. |
Machine learning algorithms optimize recognition performance, reducing false rejection rates and improving product purity. High-resolution CCD cameras capture detailed images, allowing the system to detect subtle color differences and impurities. Intelligent sorting algorithms ensure that only defective grains are removed, which increases the overall quality of the sorted output.
The latest models also feature user-friendly interfaces, such as large HD control panels and one-button sorting profiles. Wireless remote control enables operators to monitor and adjust the system from a distance, increasing convenience and operational efficiency.
Enhanced sorting accuracy and speed
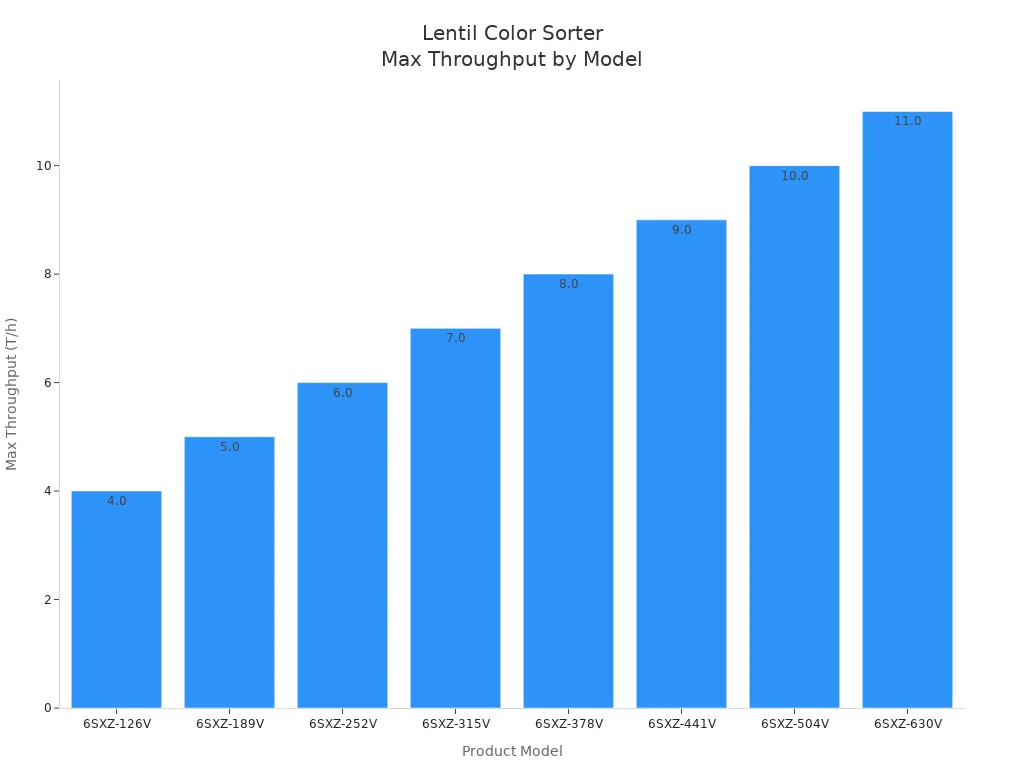
The combination of advanced imaging and AI-driven processing has resulted in remarkable improvements in sorting accuracy and speed. The latest lentil color sorter machines achieve up to 99.99% accuracy, setting a new benchmark for the industry. Multiple sorting stages ensure exceptional results, with high-intensity LED lighting improving color differentiation and defect detection.
| Product Model | Throughput (T/h) | Sorting Accuracy (%) |
|---|---|---|
| 6SXZ-126V | 0.5~4.0 | ≥99.99 |
| 6SXZ-189V | 1.0~5.0 | ≥99.99 |
| 6SXZ-252V | 1.5~6.0 | ≥99.99 |
| 6SXZ-315V | 2.0~7.0 | ≥99.99 |
| 6SXZ-378V | 2.5~8.0 | ≥99.99 |
| 6SXZ-441V | 3.0~9.0 | ≥99.99 |
| 6SXZ-504V | 3.5~10.0 | ≥99.99 |
| 6SXZ-630V | 4.0~11.0 | ≥99.99 |
High-speed detection and removal of defective grains increase throughput and operational efficiency. Fully automated cleaning plants now achieve 99.99% impurity removal, which is crucial for maintaining high quality. The use of European-grade motors and precision systems ensures reliable output and supports higher throughput.
Tip: Lentil processors can now tailor sorting facilities to meet specific quality criteria, responding to increasing demands from consumers and lawmakers for automated quality control.
Comparative review of top lentil color sorter models
Topsort beans color sorter – standout features and performance
Topsort beans color sorter stands out for its advanced deep learning platform and high computing power. The system builds and updates sorting models in real time, increasing data processing speed by four times. Ultra HD imaging technology detects even the smallest defects, while a unique light source processing system allows flexible background switching. Operators benefit from an intelligent operation platform that supports real human-machine dialogue and cloud-based support. The machine’s versatility enables sorting of various beans, including lentils, kidney beans, and red beans. Easy maintenance and low energy consumption further enhance its appeal.
| Feature | Description |
|---|---|
| High computing power | Real-time model updates, 4x faster data processing |
| Ultra HD imaging | Detects fine defects with 4x higher resolution |
| Versatility | Sorts multiple bean types, including lentils |
| Intelligent operation | User-friendly interface and 24-hour online support |
Deep learning technology achieves 99.99% sorting accuracy, improving product quality and reducing waste.
HT pulses color sorter – unique selling points
HT pulses color sorter features an advanced camera system with CCD and HD intelligent color cameras. This setup ensures precise identification and separation of defective items. The user-friendly 10-inch touch screen simplifies operation and supports remote software upgrades. Industrial-grade stainless steel construction provides durability and energy efficiency, making it suitable for demanding processing environments.
| Unique Selling Point | Description |
|---|---|
| Advanced Camera System | CCD/HD cameras for precise sorting |
| User-Friendly Interface | 10-inch touch screen, remote upgrades |
| Robust Construction | Stainless steel build, energy efficient |
Industrial optical sorter – user experience and results
Industrial optical sorters deliver consistent results for large-scale processors. Operators report high sorting accuracy and throughput, especially with models using deep learning and neural networks. Intelligent one-button operation streamlines workflow, reducing manual labor. Customizable sorting models meet specific processing needs, further enhancing efficiency. Many users highlight the reliability and ease of maintenance, which minimizes downtime and supports continuous production.
Processors using these systems achieve higher product quality and improved operational efficiency.
Real-world impact of lentil color sorter advancements

Efficiency gains for lentil processors
Modern color sorting machines transform lentil processing by automating tasks that previously required manual labor. Operators now rely on these machines to handle complex sorting challenges, which increases production capacity and streamlines workflow. Lentil processors report that automated systems eliminate time-consuming manual sorting, allowing teams to focus on other critical operations. The shift to advanced technology reduces labor requirements and boosts throughput, making large-scale processing more efficient.
Automated sorting enables processors to meet higher demand while maintaining consistent quality standards.
Quality improvements in sorted output
Advanced imaging and sensor technology drive significant improvements in product quality. Lentil color sorter machines use high-speed sensors and 128 channels to efficiently separate high-quality lentils from impurities. The following table highlights key features and their benefits:
| Feature | Benefit |
|---|---|
| High-speed sensors | Enhances sorting accuracy |
| Advanced imaging technology | Improves overall product quality by removing impurities |
| 128 channels | Efficiently sorts high-quality lentils |
Processors achieve cleaner batches and reduce the risk of contamination. These improvements help companies meet strict food safety regulations and satisfy customer expectations.
User testimonials and case studies
Operators share positive experiences after upgrading to advanced color sorters. Many report a dramatic reduction in defect rates and contamination. Machines equipped with high-resolution cameras and sensors detect subtle differences in color, shape, or size, removing defective lentils and foreign materials such as stones or dirt. One processor noted, "Our sorted output now meets export standards, and customer complaints have dropped to zero." Case studies show that companies using these systems consistently deliver premium lentil products to the market.
Practical considerations when choosing a lentil color sorter
Cost versus benefit analysis
Lentil processors often weigh the initial investment against long-term gains. New color sorter models deliver rapid returns, especially for high-volume operations. Many processors see yield improvements and recoup their investment quickly. The following table summarizes typical return on investment metrics:
| Operation Type | ROI Timeframe | Yield Improvement | Investment Recoup Time |
|---|---|---|---|
| High-Volume Operations | 8–16 months | N/A | N/A |
| Food Processors | 14 months | 30% | $20,000 |
Processors who upgrade experience higher throughput and reduced waste. These benefits often justify the upfront cost, especially when market demands require consistent quality.
Maintenance and support needs
Reliable maintenance and support services play a crucial role in equipment longevity. Manufacturers offer comprehensive packages that include lifelong software upgrades, installation training, and warranty coverage. The table below outlines common support features:
| Service Type | Description |
|---|---|
| Software Upgrades | Lifelong software upgrade services for customers |
| Installation Training | Training provided for staff to ensure optimal machine operation |
| Warranty | One year warranty and free maintenance services |
| Overseas Support | Engineers available to service machinery overseas |
Processors benefit from reduced downtime and improved operational efficiency. These services ensure that machines remain up-to-date and perform reliably.
Future-proofing and upgrade options
Modern color sorters feature advanced technologies that extend equipment value. Artificial intelligence and machine learning enable systems to adapt and improve accuracy. High-dynamic imaging and spectral analysis detect defects invisible to standard cameras. Real-time data analytics and cloud connectivity support remote monitoring and performance reporting.
- Stainless steel frames resist corrosion and maintain hygiene.
- Dust-proof and waterproof enclosures protect equipment in harsh environments.
- Vibration-resistant mounts preserve calibration and sorting precision.
- Energy-efficient motors and low-maintenance pneumatic systems reduce operating costs.
Processors who invest in these features secure long-term value and adaptability for evolving industry standards.
- The latest Lentil color sorter models deliver unmatched accuracy and speed.
- Large-scale processors and quality-focused producers should consider upgrading.
Investing in new technology offers rapid returns and ensures compliance with strict standards. These advancements set a new benchmark for efficiency and product quality.
FAQ
What types of defects can a lentil color sorter detect?
A lentil color sorter identifies color defects, foreign materials, unhulled grains, and size irregularities. Advanced models also spot chemical impurities using hyperspectral imaging.
How often does a lentil color sorter require maintenance?
Manufacturers recommend routine cleaning and inspection every few weeks. Most modern machines feature easy-access panels and automated cleaning systems for minimal downtime.
Can operators customize sorting settings for different lentil varieties?
Yes. Operators can select from pre-set modes or adjust parameters for size, color, and defect type. This flexibility ensures optimal results for each lentil variety.
See Also
Top Folder Gluer Innovations for Carton Lines in 2025
Comprehensive Guide to Choosing Tablet Sampling Machines
The Importance of Capsule Sorters in Defect Elimination
Key Capsule Checkweighers to Evaluate for 2025 Purchases
Comparing Leading Manufacturers of Ampoule Filling Production Lines