How Vacuum Pumps Keep Your Food Fresh and Safe

Vacuum pumps are vital for food preservation. They remove oxygen from packaging in a process called vacuum sealing. This method drastically slows spoilage. A vacuum pump halts the growth of aerobic bacteria and mold, which require oxygen to thrive. It also prevents oxidation, protecting the food’s flavor, color, and nutrients.
Key Takeaways
- Vacuum pumps remove air from food packages. This stops food from spoiling quickly.
- Vacuum sealing keeps food fresh longer. It also protects its taste and nutrients.
- Using vacuum pumps helps reduce food waste. This saves money for homes and businesses.
The Benefits of Vacuum Sealing for Food Preservation

Vacuum sealing offers significant advantages for food preservation. The process removes oxygen from the package. This simple action creates a powerful defense against spoilage. It protects food in several key ways, making it a superior method for storage.
Extends Shelf Life Dramatically
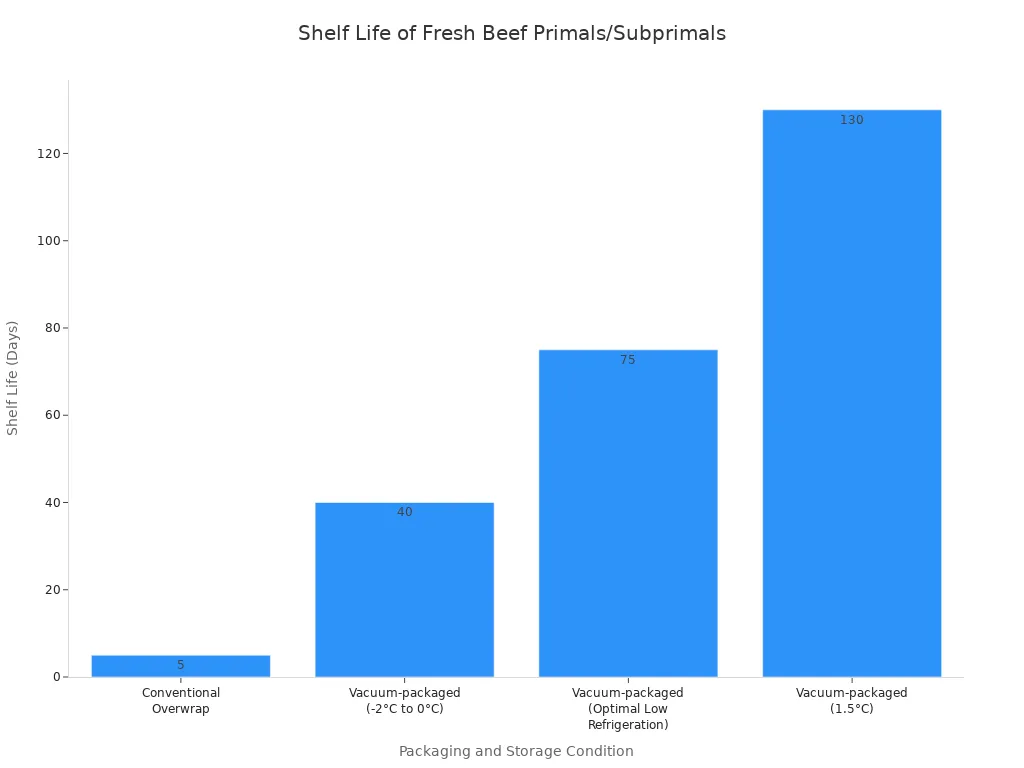
Removing oxygen drastically slows down food decay. This extends the freshness of food far beyond conventional storage methods. Aerobic bacteria and mold cannot grow without oxygen. The absence of air stops their activity. This allows both raw and cooked foods to last much longer. For example, studies show vacuum packaging can extend the shelf life of ready-to-eat foods by up to 29 days.
The difference in shelf life is remarkable across various food types. Fresh beef provides a clear example of this extension.
The benefits apply to many different foods stored in the refrigerator, freezer, or pantry. The following table compares the shelf life of several common items.
| Food Type | Conventional Shelf Life | Vacuum-Sealed Shelf Life |
|---|---|---|
| Cooked Chicken | 3-4 days (refrigerator) | Up to 2 weeks (refrigerator) |
| Hard Cheese | 6-8 weeks | 4-6 months |
| Meats (freezer) | 4-12 months | Up to 3 years |
| Green Beans (freezer) | 8 months | Up to 2-3 years |
Preserves Food Quality and Flavor
Oxygen not only causes spoilage but also degrades food quality. It triggers chemical reactions that change a food's taste, color, and texture. Vacuum sealing effectively stops these processes. It preserves the food's original sensory characteristics.
Tip: Vacuum sealing is the best defense against freezer burn. Freezer burn happens when moisture on the food's surface evaporates, causing dehydration and oxidation. Vacuum pumps remove nearly all the air, which stops this process and keeps frozen foods from developing tough, discolored spots.
This method also protects delicate fats and flavors. Research on fish fillets shows that vacuum packaging significantly slows lipid oxidation. This prevents the fish from developing off-flavors during frozen storage. Sensory panel tests confirm these benefits. Lamb meat stored in vacuum packs scored higher for juiciness and taste compared to other packaging methods. The process locks in flavor by preventing the evaporation of volatile compounds that give food its aroma and taste.
Enhances Food Safety
Food safety is a primary concern for consumers and producers. The anaerobic (oxygen-free) environment created by vacuum sealing helps inhibit the growth of many harmful microorganisms. Certain pathogens, like some species of Salmonella, struggle to multiply without oxygen. Studies have found that vacuum packaging can effectively reduce Salmonella counts on food during the initial days of storage. While it is not a substitute for proper food handling and refrigeration, it adds a crucial layer of protection. This makes food safer for consumption over a longer period.
Reduces Food Waste and Costs
Extending shelf life directly reduces food waste. In the United States, an estimated 40% of all food produced is wasted each year. This waste has a massive financial and environmental cost. Vacuum sealing provides a practical solution to this problem. When food lasts longer, households and businesses throw less of it away.
The economic benefits are substantial.
- A restaurant can save a significant portion of its weekly food budget by using a chamber vacuum sealer.
- Households can buy food in bulk at lower prices and store it safely for months or even years.
- The use of high-quality vacuum pumps in the food industry helps reduce spoilage throughout the supply chain, from the producer to the retailer.
By preserving food and preventing waste, vacuum sealing helps consumers and businesses save money. It also contributes to a more sustainable food system.
Types of Vacuum Pumps Used in Food Packaging

Different food packaging operations use specific types of Vacuum Pumps. The choice depends on the scale of production, budget, and hygiene requirements. Two prominent types are rotary vane pumps and dry screw pumps.
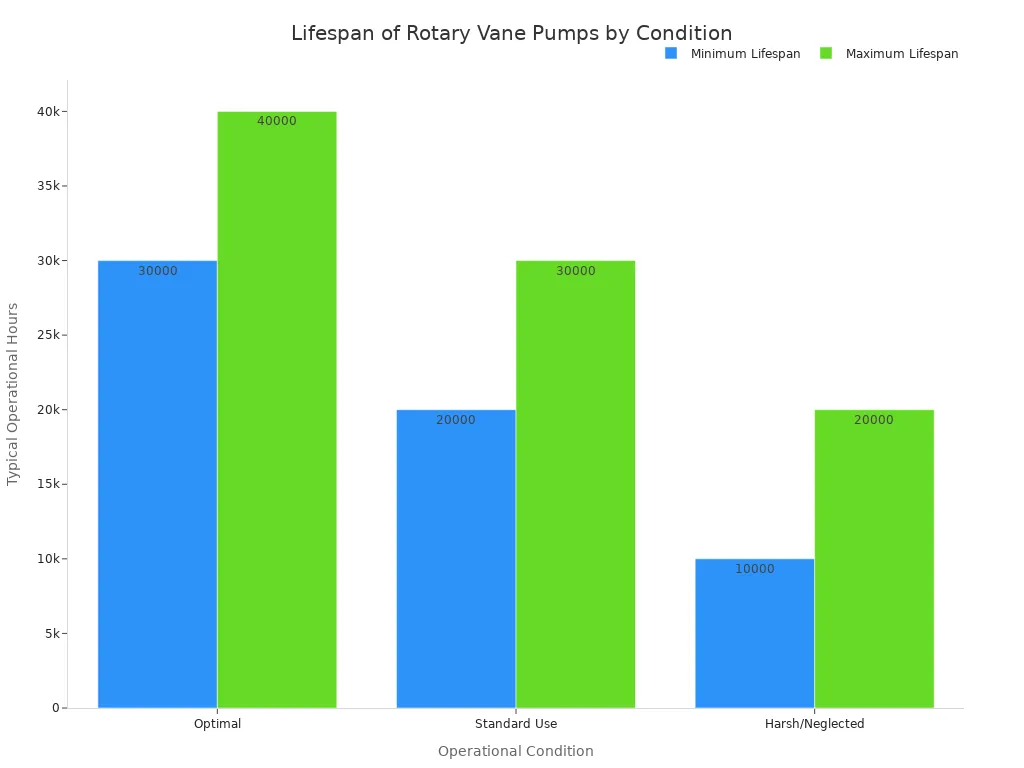
Rotary Vane Pumps: The Traditional Workhorse
Rotary vane pumps have long been a reliable choice in the food industry. They are durable machines built for heavy-duty, continuous use. Producers use them for many tasks.
- Vacuum Packaging: Sealing food to preserve freshness and extend shelf life.
- Freeze Drying: Creating a vacuum to preserve food without using chemicals.
These pumps create a "rough vacuum," removing most of the air from a package. However, most models are oil-sealed. This means they depend on oil for operation. This creates a risk of product contamination if a leak happens. They also require regular maintenance, including oil checks and changes. With proper care, these pumps have a long operational life.
Dry Screw Pumps: The Modern Standard
Dry screw pumps represent a modern advancement in vacuum technology. Their most important feature is their oil-free operation. The pump uses two interlocking screws that rotate in opposite directions. This design traps and compresses gas without any oil in the compression chamber.
Note: The oil-free design completely eliminates the risk of oil contaminating the food product. This makes dry screw pumps ideal for applications where hygiene is the top priority.
These pumps are highly reliable and require less maintenance than oil-sealed models. They are also very energy-efficient. In some cases, a single dry screw pump can replace multiple older pumps while using less electricity. This technology helps food producers save on energy costs and improve food safety.
Vacuum pumps are an essential technology in the modern food supply chain. They effectively inhibit spoilage, extend shelf life, and preserve food quality by removing oxygen.
This process ensures food remains fresher, safer, and more flavorful for consumers, playing a vital role in reducing waste and enhancing global food security.
FAQ
Can all foods be vacuum-sealed?
Most foods benefit from vacuum sealing. However, soft cheeses, mushrooms, and certain vegetables like cabbage and broccoli are not ideal. These items can release gases that spoil the food.
Does vacuum sealing cook the food?
No, vacuum sealing does not cook food. The process only removes air from the package. People often use it to prepare food for a cooking method called sous-vide.
Is vacuum sealing better than freezing alone?
Yes, it offers more protection. Vacuum sealing prevents freezer burn by removing air. This preserves the food's texture and flavor much better than standard freezing methods alone.
See Also
Unveiling Five Optimal Applications for Single Stage Rotary Vane Pumps
Understanding Rotary Vane Vacuum Pumps: Functionality and Operational Principles Explained
Essential Industrial Vacuum Cleaners: Six Options for Every Business Operation
Modern Capsule Decapsulation Machines: Boosting Pharmaceutical Efficiency and Productivity
Three Indispensable Industrial Checkweighers for Optimal Food Plant Operations