What Makes an Automatic Checkweigher Work?

An automatic checkweigher operates by moving a product across a weigh belt using a conveyor system. A highly sensitive load cell measures the product's weight in motion. A controller compares this weight to a preset target and activates a rejection device to remove any non-compliant items from the production line.
Note: Regulations like the NIST Handbook 133 guide net contents compliance. Checkweighers help verify labeled quantities, which is critical for audits. This technology is vital in many industries, including food, cosmetics, and pharmaceuticals, where a pharmaceutical box checkweigher automatic checkweigher for medicine ensures accuracy.
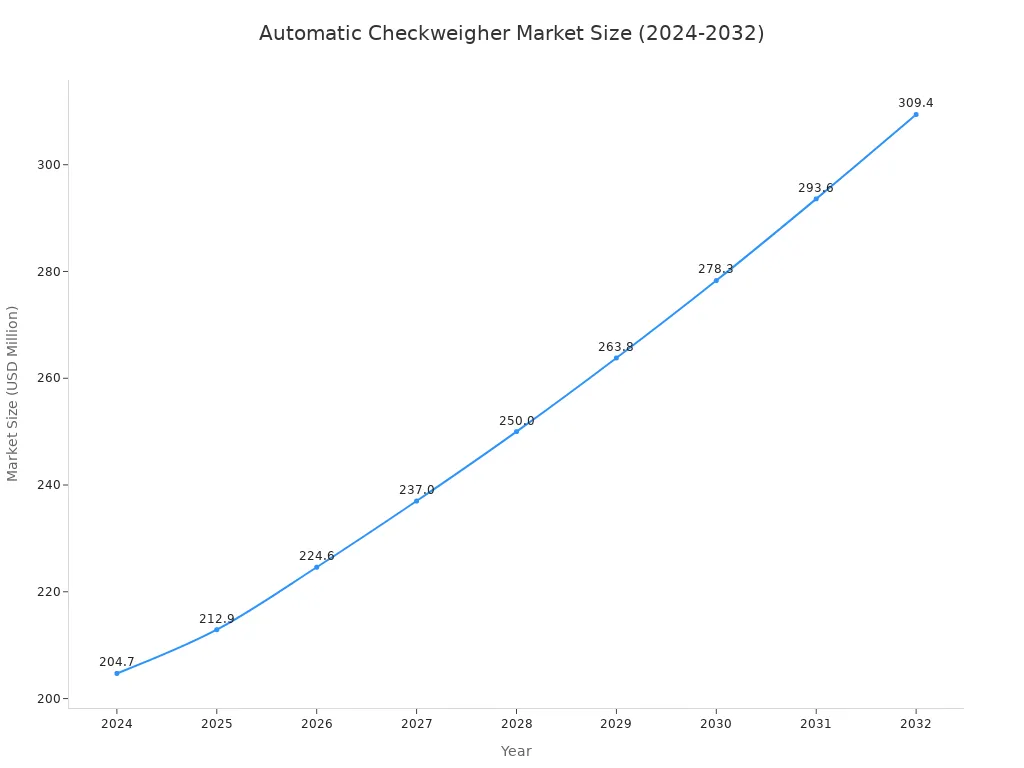
The global market for these devices is growing steadily.
Key Takeaways
- Automatic checkweighers use a conveyor, a sensor, a controller, and a rejection system to weigh products moving on a line.
- The machine checks each product's weight against a set target. It removes items that are too light or too heavy.
- This process helps companies ensure product quality and meet legal weight requirements.
Core Components of an Automatic Checkweigher

An automatic checkweigher is a sophisticated system built from four essential components working in harmony. Each part plays a distinct role in the journey of a product from the main production line to its final, weight-verified destination. Understanding these core components reveals how the machine achieves its speed and precision.
The Conveyor System: To Transport and Space Products
The conveyor system is the physical backbone of the checkweigher. It performs two critical jobs: transporting products and creating the right amount of space between them for accurate weighing. The system typically consists of three belts: an infeed belt, a weigh belt, and an outfeed belt. The infeed belt controls the spacing of products to ensure only one item is on the weigh belt at a time.
The speed of the conveyor directly impacts accuracy. When items move faster, the checkweigher has less time to take measurements. This short time window increases the chance of errors from factors like factory floor vibrations. This creates a trade-off between high throughput and consistent accuracy. Advanced systems address this with high-performance sensors and intelligent filtering algorithms.
Tip: For environments requiring frequent cleaning, such as food and pharmaceutical plants, conveyor frames are often built with durable materials. 304 brushed stainless steel is a common choice for its ability to withstand harsh washdown procedures, often indicated by an IP69 rating.
Different industries require different types of conveyor belts to handle various products effectively.
- Sanitary and Washdown Conveyors: These are essential in food and pharmaceutical settings. They often use flat wire belts that can handle extreme temperatures and withstand rigorous sterilization.
- Incline/Decline Belt Conveyors: These belts have a rough surface to move products to different elevations without slippage.
- Curved Belt Conveyors: These help transport items around corners, making them useful for maximizing floor space.
- Specialty Conveyor Belts: Some applications require unique solutions, such as vacuum belts that use suction to hold lightweight items in place or back-lit belts that help with visual quality control inspections.
The Weighing Sensor (Load Cell): For Precise Measurement
The load cell is the heart of the checkweigher. This highly sensitive sensor measures the weight of each product as it passes over the weigh belt. Two primary types of load cells are used in modern checkweighers: Electromagnetic Force Restoration (EMFR) and strain gauge.
EMFR cells are known for their exceptional precision and are less affected by vibrations or temperature changes. Strain gauge load cells offer a more cost-effective solution, with some high-performance models achieving accuracies of 0.01 g (10 mg) without the higher price of EMFR technology.
The choice between them often depends on the application's specific accuracy and budget requirements.
| Feature | EMFR Load Cells | Strain Gauge Load Cells |
|---|---|---|
| Accuracy | Extremely accurate with quick sampling rates; less susceptible to vibration and environmental factors. | Accuracy can decline with heavy loads; more susceptible to vibration and temperature changes. |
| Cost | Higher initial price but can offer a better price-to-performance ratio for mid-range scales. | Lower initial price, but potential for costly rework if readings are inaccurate. |
| Maintenance | Require less maintenance and fewer calibration checks. | Need consistent calibration and maintenance to ensure accuracy. |
Environmental factors can significantly impact a load cell's precision. Temperature fluctuations cause materials to expand or contract, which can alter the sensor's output and lead to incorrect readings. Likewise, vibrations from nearby machinery introduce mechanical "noise" that can compromise measurement accuracy. Proper installation and advanced filtering algorithms are crucial for isolating the load cell from these interferences.
The Controller: The Brain of the Operation
The controller, or Human-Machine Interface (HMI), is the brain of the automatic checkweigher. It processes the weight signal from the load cell, compares it to pre-set tolerance limits, and commands the rejection mechanism.
Modern controllers feature large, intuitive touchscreens that simplify operations. Operators can use the HMI to:
- Set up new products by defining target weights and acceptable upper and lower limits.
- View real-time production data, including the weight of each item.
- Access detailed statistical reports for quality control analysis.
The controller is also a powerful data hub. It can log production data in formats like CSV for easy import into spreadsheet programs or PRN for direct printing. This data is vital for traceability and compliance. Many controllers integrate seamlessly with factory-wide systems like Manufacturing Execution Systems (MES) and Enterprise Resource Planning (ERP) systems. This connectivity, often using protocols like Ethernet/IP or OPC-UA, allows for real-time data sharing and process monitoring across the entire enterprise.
The Rejection Mechanism: To Sort and Remove Products
The rejection mechanism is the final component in the process. Once the controller identifies a product as underweight or overweight, it activates this device to remove the non-compliant item from the production line. This ensures that only products meeting the weight specification continue to the next stage.
The type of rejector used depends on the product's weight, shape, and fragility. Modern rejection systems can operate at very high speeds, with some air-jet systems capable of rejecting up to 250 packages per minute.
Common types of rejection mechanisms include:
| Rejection Mechanism | Description | Suitable Product Weights | Suitable Product Shapes/Types |
|---|---|---|---|
| Air Blast | A nozzle delivers a strong puff of air to push the product off the line. | Up to 0.8 kg | Lightweight, sealed items like bags of chips or granola bars. |
| Pusher | A pneumatic or mechanical arm pushes the product sideways into a reject bin. | Up to 10 kg (standard) | Heavier, rigid packages like boxes or cartons. |
| Diverter/Plough | An arm gently guides the product onto a separate conveyor or into a reject lane. | Up to 1 kg | Fragile items, bottles, and other unstable products. |
By efficiently sorting products, the rejection mechanism completes the quality control loop, guaranteeing that every item leaving the line meets the required standards.
The Step-by-Step Weighing and Sorting Process

The four core components of an automatic checkweigher work together in a precise, sequential process. This system ensures every product is weighed, classified, and sorted correctly in a matter of seconds. Each step builds on the last, creating a seamless flow from the main production line to the final packaging area.
Step 1: Infeed and Product Spacing
The process begins at the infeed conveyor. This belt takes products from the main production line and prepares them for weighing. Its primary job is to create a consistent gap between each item. Proper spacing is essential because the weigh belt can only measure one product at a time. The infeed conveyor often runs at a different speed than the main line to achieve this separation.
Improper product spacing leads to significant performance issues and costs. When items are too close together, the system cannot get an accurate reading.
- Double Product Errors: If two packages are on the weigh belt at once, the machine cannot measure them individually. It rejects both items as "unmeasurable."
- Increased Rejection Rates: These errors cause the system to reject perfectly good products, leading to unnecessary product loss.
- Material Waste: Chilled or frozen items that are incorrectly rejected may spoil if they are not reprocessed immediately.
- Reduced Weighing Accuracy: Some operators speed up the conveyor to avoid double product errors. This gives the scale less time to weigh each item, which reduces overall accuracy.
- Increased Filling Volume: To compensate for lower accuracy, manufacturers might overfill packages to avoid falling below the minimum weight. This giveaway of free product can add up to thousands of kilograms in waste each year.
Step 2: In-Motion Weighing on the Weigh Belt
Once spaced correctly, the product moves onto the weigh belt. This conveyor is mounted directly on top of the load cell. For a brief moment, the product is the only thing on the scale, allowing the load cell to capture its weight. This is called "in-motion" or "dynamic" weighing.
For an accurate measurement, the length of the weigh belt must be at least 1.5 times the length of the product. This rule ensures the system has enough time to recognize and weigh the item completely before the next one arrives.
Factory environments are often full of vibrations from other machinery. This "noise" can interfere with the sensitive load cell and cause inaccurate readings. To solve this, checkweighers use advanced digital filtering algorithms to isolate the true weight signal.
- Variable-Bandwidth Filtering adjusts filter settings based on the conveyor speed to maintain accuracy under different conditions.
- Digital Multiple Notch Filters target and remove periodic noise that occurs at specific frequencies.
- A 1-D Kalman Filter Algorithm helps estimate the true weight of fast-moving items more effectively than simple averaging methods.
- Shaper-Based Filters (SBFs) use a model of the load cell's response to cancel out oscillations and stabilize the weight reading quickly.
Step 3: Data Processing and Pass/Fail Decision
As the load cell measures the weight, it sends an electrical signal to the controller. The controller instantly converts this signal into a weight value. It then compares this value to the target weight and tolerance limits that an operator programmed into the system. This comparison results in a pass/fail decision.
Most systems use a three-zone classification to sort products. Operators set two weight limits, which create three distinct categories.
- Zone 1: Underweight: Any product below the lower limit.
- Zone 2: Correct Weight: Any product that falls between the lower and upper limits.
- Zone 3: Overweight: Any product above the upper limit.
This classification is the core of the pass/fail decision. Only products in the "correct weight" zone are allowed to pass. To ensure these decisions are reliable and legally compliant, high-precision systems undergo rigorous testing. They must meet international metrology standards like OIML R51, which specifies the technical requirements for automatic weighing instruments. Compliance involves testing the machine with certified weights to prove its sample mean error and standard deviation are within acceptable tolerances.
Step 4: Outfeed and Automated Rejection
The final step involves sorting the products based on the controller's decision. The product moves from the weigh belt to the outfeed conveyor. If the product is within the acceptable weight range, it continues down the production line to the next station.
If the controller flagged the product as underweight or overweight, it sends a signal to the rejection mechanism as the item passes. The rejector activates and removes the non-compliant product from the line, often diverting it into a separate bin or conveyor. This entire process happens automatically without slowing down production.
Handling rejected products requires a strict quality assurance protocol to maintain compliance and prevent errors. Standard industry procedures ensure rejected items are managed correctly.
- Labeling and Segregation: Quality control personnel label the rejected material. The items are then moved to a dedicated, locked "rejected material room" to prevent them from mixing with good products.
- Documentation: A "Rejection Report" is created and sent to the warehouse and purchasing departments. A list of all rejected items is displayed in the rejection room.
- Disposition Decision: The purchasing department decides whether to return the material to the supplier or destroy it.
- Return or Destruction: If returned, the warehouse sends the material back to the supplier with the proper paperwork. If destroyed, a "Destruction Note" is filled out and signed by managers. The material is then destroyed in the presence of quality assurance and security personnel.
The seamless integration of the conveyor, load cell, controller, and rejector makes an automatic checkweigher work. This system provides 100% real-time weight inspection, which builds consumer trust and protects brand reputation. Future trends like AI and X-ray integration promise even greater efficiency and quality control for manufacturers.
FAQ
What is the difference between static and dynamic weighing?
Static weighing measures a stationary product for maximum precision. Dynamic weighing measures a product while it moves on a conveyor, prioritizing speed for high-throughput production lines.
How often does a checkweigher need calibration?
Calibration frequency depends on the machine's usage and the factory environment. Manufacturers often recommend daily checks with certified weights to ensure consistent accuracy and compliance with regulations.
Can a checkweigher inspect other product qualities besides weight?
Yes, some advanced systems combine checkweighing with other inspection technologies. These combination systems can detect:
- Metal contaminants
- Missing components
- Incorrect labeling
See Also
Defining Pharmaceutical Checkweighers: Key Features for Industry Excellence
Essential Industrial Checkweighers: Top 3 for Every Food Processing Plant
Capsule Checkweighers: Top Choices for Buyers to Consider in 2025
Automatic UV Coaters: Essential for Achieving High-Speed, Quality Printing
Capsule Sorters: Understanding Their Vital Role in Removing Product Defects