Choosing the Right Almond Optical Sorter for Your Facility
Selecting an almond optical sorter demands careful attention to several factors. Facility managers evaluate sorter features to match operational requirements. Improved product quality, increased efficiency, and reduced waste result from choosing the right equipment.
- Enhanced defect detection
- Streamlined processing
- Reliable performance
Essential Factors When Choosing an Almond Optical Sorter
Throughput and Capacity
Facility managers must evaluate throughput and capacity before selecting an almond optical sorter. Processing speed directly affects operational efficiency and determines how well a sorter matches production demands. The following table outlines typical sorting capacities and their ideal applications:
| Model Type | Sorting Capacity (kg/h) | Ideal For |
|---|---|---|
| High-Capacity Models | 2,000–6,000 | Large-scale commercial processors and export facilities |
| Medium-Capacity Units | 500–2,000 | Mid-sized processors or seasonal volume handlers |
| Compact Sorters | 100–500 | Small farms, startups, or niche market producers |
A facility with high daily output benefits from high-capacity models, while smaller operations may prefer compact sorters for cost efficiency and space savings.
Sorting Accuracy and Defect Detection
Sorting accuracy remains a critical factor for almond processors. Advanced almond optical sorter models achieve defect detection rates up to 99.7%. Most machines maintain a minimum accuracy of 99.5%, ensuring consistent quality. Dual-camera systems help over 68% of export-oriented facilities reach purity levels above 99%. In Spain and Australia, processors have reduced product loss by 32% after adopting laser sorting technology.
Modern sorters reliably detect a wide range of defects:
- Discolored almonds
- Shriveled almonds
- Moldy almonds
- Insect-damaged almonds
- Foreign materials (shell fragments, twigs, wood chips)
High accuracy minimizes waste and maximizes product value, supporting strict quality standards for domestic and export markets.
Flexibility for Almond Varieties
Almond processors handle diverse varieties and sizes. Flexibility in sorting technology ensures consistent results across different product lines. The NIR Nuts Optical Sorter uses visible and InGaAs invisible light to sort kernels from shells, even when colors match. This versatility extends to multiple nut types, including almonds.
Key features that enable flexibility include:
- Sortex optical sorters accommodate in-shell, natural, and blanched almonds.
- Advanced algorithms identify and sort foreign matter and defects, meeting varied customer requirements.
Processors benefit from technology that adapts to changing market demands and product specifications.
Ease of Use and Maintenance
User-friendly design reduces training time and operational errors. Almond optical sorter interfaces often resemble smartphone apps, allowing new operators to become proficient in less than 30 minutes. Ergonomic controls and intuitive navigation make the system accessible, even for individuals without technical backgrounds.
The COMPASS optical sorter exemplifies this approach. Operators quickly learn system functions, minimizing downtime and improving productivity. Routine maintenance tasks, such as cleaning lenses and checking calibration, ensure reliable performance. Regular inspection of belts, bearings, motors, and ejector mechanisms supports long-term efficiency.
Tip: Choose sorters with clear maintenance guidelines and accessible components to simplify upkeep and extend equipment lifespan.
Budget and Total Cost
Budget considerations influence both initial purchase and long-term investment. The average cost for an almond optical sorter ranges from $12,000 to $65,000 per set, depending on model and capacity. Hardware, installation, and maintenance contribute to total expenses.
| Price Type | Cost Range |
|---|---|
| Piece | US$15,000.00 - 25,000.00 |
| Set | US$10,000.00 - 65,000.00 |
Total cost of ownership includes energy consumption and ongoing maintenance. Machines with lower energy usage per ton processed offer significant savings over time. Optical sorters require meticulous cleaning of cameras and light sources, along with routine calibration checks. Mechanical sorters need regular inspection of screens and moving parts.
- General price range for color sorters: approximately $12,000 to $30,000.
- Costs include hardware and installation/maintenance.
- Energy-efficient models reduce operational expenses.
Facility managers should balance upfront costs with long-term savings, ensuring the chosen almond optical sorter delivers value throughout its service life.
How Almond Optical Sorters Work

Color Recognition and Imaging
Almond optical sorters use advanced imaging technologies to identify defects and ensure product quality. High-tech cameras scan each almond for color variations, while sensors measure size and shape. AI integration increases precision and adaptability. Multi-spectral analysis examines internal attributes, providing greater accuracy. The following table summarizes these technologies:
| Technology | Function |
|---|---|
| High-tech cameras | Examine each almond for color variations to identify defects. |
| Sensors | Measure size and shape for sorting based on predefined specifications. |
| AI Integration | Enhances precision and adaptability in sorting processes. |
| Multi-Spectral Analysis | Assesses internal attributes of almonds for greater accuracy. |
Color recognition systems achieve impressive accuracy rates. Studies report rates between 93.48% and 97.5%. The chart below compares results from four research studies:
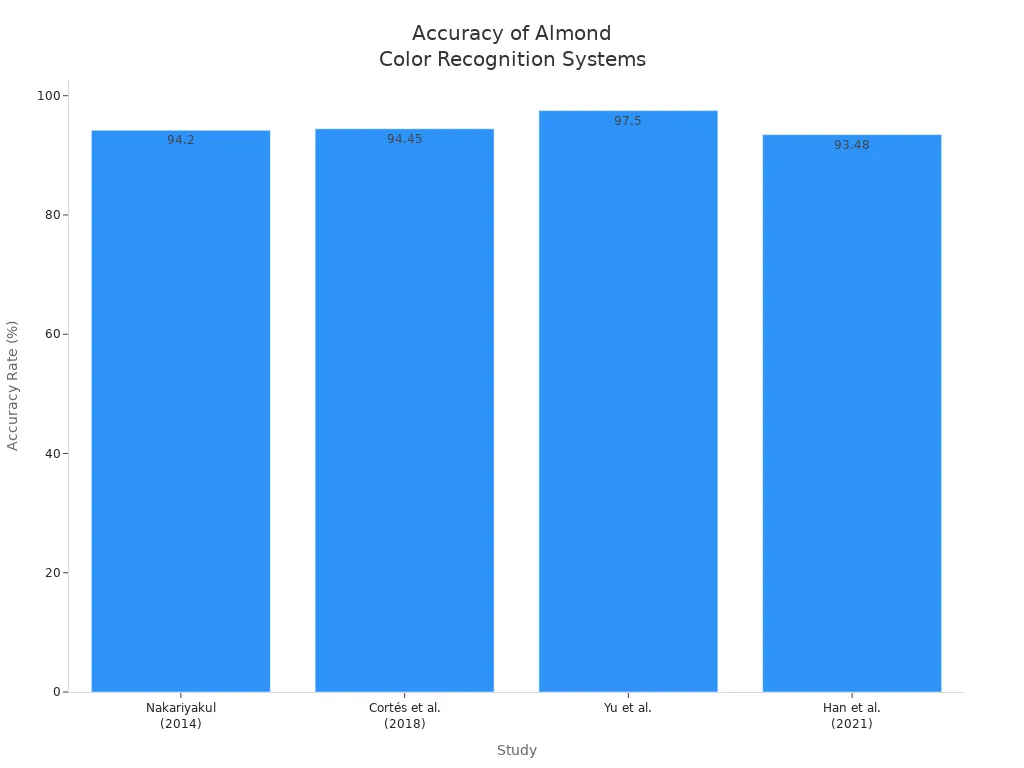
Deep learning and hyperspectral imaging play a key role in these results. State-of-the-art convolutional neural networks improve classification and sorting efficiency, ensuring consistent product quality.
Size and Shape Sorting Capabilities
Modern almond optical sorters analyze size, shape, and structural defects with high accuracy. These machines sort almonds based on size and color, which ensures uniformity in the final product. The table below highlights these features:
| Feature | Description |
|---|---|
| Sorting Capabilities | Analyzes size, shape, and structural defects with high accuracy. |
| Output Capacity | 1 Ton/hour |
| Sorting Capabilities | Sorts almonds based on size and color, ensuring uniformity in the final product. |
Computer vision and deep learning enhance the identification of whole, damaged, and broken kernels. This precision prevents defective almonds from reaching customers and supports compliance with market standards.
Foreign Material Removal
Almond optical sorters remove a wide range of foreign materials to protect product integrity. The table below lists common contaminants:
| Type of Foreign Material | Description |
|---|---|
| Insect Damage | Damage caused by insects on almonds |
| Chips | Physical chips on the almond surface |
| Scratches | Surface scratches on almonds |
| Frass | Insect excrement found in almonds |
| Pinhole Damage | Small holes caused by insect activity |
By eliminating these defects, processors maintain high safety and quality standards. Reliable removal of foreign materials reduces the risk of recalls and customer complaints.
Impact of Almond Optical Sorters on Quality and Productivity
Consistent Quality Control
Almond processors rely on advanced technology to maintain high standards. The Qcify EYE, for example, acts as a continuous quality inspector, processing up to 700,000 almonds per hour. This system identifies subtle defects, such as pinhole damage, that manual inspection often misses. Facilities benefit from automated removal of defects in real time, which enhances both efficiency and consistency. By automating these tasks, quality assurance teams can focus on analyzing trends and optimizing processes. The shift from subjective grading to data-driven decision-making ensures grading consistency and supports food safety.
- Detects hard-to-spot defects
- Automates real-time defect removal
- Enables data-driven quality control
Labor Cost Reduction
Automation with almond optical sorters significantly reduces labor costs. The following table highlights key differences between automated and manual sorting:
| Feature | Optical Sorters | Manual Sorting |
|---|---|---|
| Labor Cost Reduction | Significant | Higher due to manual labor |
| Efficiency | Up to 5,433 kg/hour | Slower due to manual processing |
| Accuracy | Removes up to 30% doubles | Variable, depends on labor skill |
| Processing Cost | Lower with automation | Higher due to labor costs |
Facilities experience lower processing costs and improved efficiency. Automation also allows staff to focus on higher-value activities, further increasing productivity.
Minimizing Product Loss
Almond optical sorter technology helps processors minimize product loss. These systems use advanced sensors, including shortwave infrared and visible-infrared, to detect and remove defects and foreign materials such as shells and rocks. High throughput and recipe-driven operation ensure consistent performance across different product runs. Open-design architecture reduces cleaning needs and operational interruptions, supporting efficient processing and less waste.
| Feature | Description |
|---|---|
| Identifies and removes defects | Detects and eliminates undesirable product defects and foreign materials. |
| High throughput | Designed for high-capacity sorting, ensuring efficiency. |
| Recipe-driven operation | Maintains consistent sorting performance. |
| Advanced sensor technology | Uses infrared sensors for accurate detection. |
| Minimal maintenance | Open design reduces cleaning and downtime. |
Note: Efficient sorting not only improves yield but also supports stringent quality control for food exports.
Emerging Technologies in Almond Optical Sorters

Artificial Intelligence and Machine Learning
Artificial intelligence and machine learning have transformed the almond processing industry. These technologies improve grading accuracy, efficiency, and consistency in quality assessment. Advanced image processing and deep learning models, such as the AlmondNet-CNN architecture, streamline training on large image volumes. Computer vision delivers speed, cost-effectiveness, and precision in inspection tasks. These improvements help processors meet strict food safety standards and reduce operational costs.
- AI and ML enhance grading accuracy and consistency.
- Deep learning models process large image datasets efficiently.
- Computer vision increases speed and precision in inspections.
Multi-Spectral and Hyperspectral Imaging
Multi-spectral and hyperspectral imaging represent major advancements in defect detection and quality control. Researchers have achieved high accuracy rates using these methods, as shown below:
| Year | Study | Accuracy | Methodology |
|---|---|---|---|
| 2014 | Nakariyakul | 94.2% | Near-infrared spectral imaging |
| 2018 | Cortés et al. | 94.45% | Classification of Spanish almonds |
| 2021 | Han et al. | 93.48% | Hyperspectral imaging with CNN |
| 2023 | Panda et al. | N/A | Non-destructive assessment of moisture/rancidity |
These imaging techniques allow the almond optical sorter to identify subtle defects and internal quality issues that traditional methods might miss.
Data Integration and Remote Monitoring
Data integration and remote monitoring drive operational efficiency in modern facilities. IoT sensors provide real-time monitoring, preventing damage and ensuring better yield. AI systems optimize harvest timing and labor deployment. Satellite insights support remote diagnostics of crop health. Smarter irrigation and resource optimization reduce costs and promote sustainability.
- Efficient harvesting extends orchard lifespan.
- Integrated resource use supports sustainable practices.
- AI identifies optimal harvest windows, maximizing yield.
Steps to Evaluate and Select the Right Almond Optical Sorter
Assessing Facility Needs
Facility managers begin by identifying their unique processing requirements. They analyze daily throughput, almond varieties, and space constraints. They also consider integration with existing equipment and future expansion plans. This assessment ensures the selected solution aligns with both current and projected operational goals.
Comparing Brands and Models
A thorough comparison of available brands and models helps decision-makers find the best fit. The following table outlines essential criteria for evaluation:
| Criterion | Description | Importance |
|---|---|---|
| Technology Match | Aligns sensor technology with material characteristics and defect types | Ensures effective detection and sorting of defects |
| Performance Metrics | Evaluates detection rate, precision, throughput stability, and false reject rate | Critical for operational efficiency and product quality |
| Operational Fit | Assesses integration with existing systems, maintenance access, and environmental resistance | Ensures seamless operation and reduces downtime |
| Vendor Evaluation | Checks vendor reliability, service response, and training programs | Important for ongoing support and maintenance |
| Total Cost of Ownership | Considers all costs over the machine's lifespan, not just purchase price | Provides a realistic view of investment value and ROI |
Requesting Demos and Trials
Managers often request live demonstrations or on-site trials. These sessions allow teams to observe real-time performance and verify compatibility with their specific almond varieties. Hands-on experience reveals the machine’s ease of use and highlights any potential operational challenges.
Evaluating After-Sales Support
Reliable after-sales support remains vital for long-term success. Leading manufacturers provide dedicated technical teams, often with remote troubleshooting capabilities. For example, some companies use remote access tools to minimize downtime and resolve issues quickly. Collaborative approaches between vendors and customers foster strong relationships and ensure ongoing operational support.
Facility managers should review throughput, accuracy, flexibility, ease of use, and cost when selecting an almond optical sorter. Aligning sorter features with facility goals improves efficiency and product quality.
- Evaluate operational needs
- Compare models
- Request demonstrations
Smart selection drives long-term success in almond processing.
FAQ
What maintenance does an almond optical sorter require?
Operators clean cameras and sensors daily. They inspect belts, bearings, and ejectors weekly. Manufacturers recommend regular calibration for optimal performance.
How long does installation usually take?
Most facilities complete installation within two to five days. The process includes setup, calibration, and operator training.
Can one sorter handle multiple almond varieties?
Yes. Modern sorters use advanced algorithms. They adapt to different almond sizes and types with simple software adjustments.
See Also
Essential Industrial Checkweighers For Every Food Processing Facility
Selecting The Ideal A1 A2 Milk Testing Kit For Dairy
The Importance Of Capsule Sorters In Eliminating Defects
Comprehensive Guide To Choosing Tablet Sampling Machines For Labs