Complete Capsule Checkweigher Buying Guide for Modern Pharmaceutical Facilities
Choosing the right Capsule Checkweigher helps you meet strict accuracy standards and keeps your facility in line with regulations. You must focus on both patient safety and product quality. Many pharmaceutical facilities face challenges like defining accuracy needs, dealing with temperature and humidity, and making sure the Capsule Weight Checker fits with existing systems. The table below shows some common issues you may encounter when selecting a Tablet Checkweigher:
| Challenge Type | Description |
|---|---|
| Accuracy Requirements | Defining accuracy needs and understanding regulatory standards are crucial for compliance. |
| Environmental Factors | Temperature and humidity can significantly impact measurement accuracy. |
| Integration Issues | The need for checkweighers to integrate with existing systems can complicate selection. |
| Sensor Failures | Regular checks are necessary to avoid inaccurate weight measurements due to sensor issues. |
| Software Glitches | Frequent software updates are essential to maintain performance and reliability. |
| Custom Solutions | Different packaging types may necessitate tailored solutions for effective weighing. |
Key Takeaways
- Focus on accuracy and precision when selecting a Capsule Checkweigher. Aim for models with ±0.5 mg accuracy to ensure patient safety and product quality.
- Consider throughput and speed. Choose checkweighers that can inspect between 80,000 and 230,000 capsules per hour to maintain efficient production.
- Ensure compatibility with existing systems. Look for features that allow easy integration and automation to enhance workflow and reduce errors.
- Select a checkweigher that accommodates various capsule sizes. Modular designs allow for quick adjustments, minimizing downtime during format changes.
- Prioritize user-friendly controls and maintenance. Machines with simple interfaces and easy cleaning features improve operator efficiency and compliance.
Capsule Checkweigher Selection Criteria
Accuracy and Precision
You need to focus on accuracy and precision when choosing a Capsule Checkweigher. Accurate weighing helps you meet strict pharmaceutical standards and keeps your products safe for patients. Most modern Capsule Checkweighers achieve weighing accuracy of ± 0.5 mg. This level of precision allows you to separate qualified capsules from unqualified ones, which improves your quality control and reduces risks.
Tip: High precision checkweighers can classify every capsule by weight, so you can quickly identify and remove defective products.
Capsule Checkweighers use advanced force balance load cell technology. This technology gives you reliable and consistent measurements. The design also minimizes static and vibration, which helps you get stable results. You can see the recommended standards in the table below:
| Feature | Specification |
|---|---|
| Accuracy | +/- 0.5 mg |
| Inspection Capacity | Up to 230,000 capsules/h |
| Load Cell Technology | Force balance load cell |
| Capsule Handling | Designed to minimize static and vibration |
| Rejection Mechanism | Three gates with confirmation sensor |
When you use a Capsule Checkweigher with high accuracy, you improve product reliability and safety. You also meet industry regulations and keep your facility compliant.
Throughput and Speed
You must consider throughput and speed to keep up with production demands. Capsule Checkweighers in high-volume pharmaceutical facilities can inspect between 80,000 and 200,000 capsules per hour. Some models reach up to 230,000 capsules per hour. Fast inspection helps you avoid bottlenecks and maintain efficient workflows.
- High throughput lets you process large batches quickly.
- Fast speed reduces downtime and increases overall productivity.
- Consistent speed ensures every capsule gets checked without delays.
If you choose a Capsule Checkweigher with high throughput, you can meet your production goals and maintain strict quality standards.
| Throughput Range |
|---|
| 80,000 to 200,000 capsules/hour |
Integration with Production Systems
You need to make sure your Capsule Checkweigher fits smoothly into your existing production line. Good integration helps you automate processes and improve efficiency. You should look for features like stainless-steel construction and tool-less dismantling for easy cleaning. Smooth surfaces resist bacterial buildup and help you meet sanitation standards.
Automation features, such as AI-enhanced algorithms, allow your system to adjust fill rates and prevent bottlenecks in real time. Modularity is important because it lets you change products quickly and configure settings with user-friendly interfaces.
| Best Practice | Description |
|---|---|
| Sanitation | Use stainless-steel construction, tool-less dismantling for cleaning, and smooth surfaces to resist bacterial buildup. |
| Automation | Implement AI-enhanced algorithms for dynamic adjustments in fill rates and real-time bottleneck prevention. |
| Modularity | Ensure systems can accommodate rapid changeovers with user-friendly interfaces for quick product configuration. |
Note: When you integrate your Capsule Checkweigher with automated and modular systems, you save time and reduce errors.
Flexibility for Capsule Sizes
You need a Capsule Checkweigher that can handle many capsule sizes and types. Pharmaceutical production often requires you to switch between different capsule formats. If your equipment cannot adapt, you may face costly delays and increased downtime.
Many modern checkweighers use modular designs. You can quickly adjust settings or swap molds when you change capsule models. This flexibility helps you keep production moving and reduces the risk of errors. Some machines even let you control multiple checkweighers at once, which makes large-scale operations easier.
Tip: Choose a unit with quick disassembly features. You will save time when switching between capsule sizes.
Checkweighers also reduce the number of molds needed for neighboring capsule sizes. This lowers your equipment costs and simplifies maintenance. You can see how different models accommodate capsule sizes and output in the table below:
| Model | Capsule Size Range | Output Capacity |
|---|---|---|
| BOSCH KKE2500 Checkweigher | 000-5 | max. 150,000 capsules/h |
| Bosch KKE2000S | Filled and sealed | up to max. 2,000 capsules/min |
Machines with high-precision sensors can measure capsules of many shapes and sizes. You get accurate results, no matter which format you use. The table below shows features that make checkweighers adaptable:
| Feature | Description |
|---|---|
| High-precision sensors | Ensure accurate weight measurement for various capsule formats. |
| Modular design | Allows for quick adjustments when changing capsule models, enhancing flexibility. |
| Ability to handle multiple sizes | Efficiently manages different capsule sizes, reducing downtime during format changes. |
You can also benefit from these features:
- The unit expansion structure lets you control several machines at once.
- Quick mold changes help you switch formats fast.
- Fewer molds for similar sizes mean lower costs.
If you choose a flexible Capsule Checkweigher, you will keep your production line efficient and ready for any capsule type.
Ease of Use and Maintenance
You want your operators to work quickly and accurately. Capsule Checkweighers with easy-to-use controls and simple maintenance routines help you reach this goal. Machines with clear interfaces and automatic features reduce training time and lower the chance of mistakes.
Note: Simple controls and automatic rejection systems help you avoid errors and keep quality high.
Modern checkweighers offer weight verification and dynamic weighing. You can process up to 180,000 capsules per hour without stopping production. Automatic rejection removes capsules that do not meet standards, so you do not need to check each one by hand.
Data logging records every weighing event. You can use these records for compliance and audits. This feature also reduces manual errors and helps you track performance over time.
The table below shows how ease of use impacts efficiency and error rates:
| Feature | Impact on Efficiency and Error Rates |
|---|---|
| Weight Verification | Adds quality control, reduces errors in product weight. |
| High Precision | Achieves ±10mg tolerance, improves weighing accuracy. |
| Production Rates | Processes 10,000 to 180,000 capsules per hour, boosts throughput. |
| Dynamic Weighing | Keeps production flowing, minimizes downtime. |
| Data Logging | Records data for compliance, lowers manual errors. |
| Automatic Rejection | Removes faulty products, reduces operator intervention. |
You should look for machines with tool-less dismantling. You can clean and maintain these units quickly. Smooth surfaces prevent bacteria buildup and help you meet sanitation standards.
If you select a Capsule Checkweigher with user-friendly features and easy maintenance, you will improve operator efficiency and keep your facility running smoothly.
Capsule Checkweigher Operational Principles
Basic Operating Principles
You need to understand how a capsule checkweigher works to make the best choice for your facility. The process starts when capsules move onto a conveyor belt. High-precision load cells weigh each capsule in real time. The system compares each weight to preset targets. If a capsule does not meet the required weight, an automatic mechanism removes it. The machine stores all weight data for quality control and compliance.
| Step | Description |
|---|---|
| Infeed and Weighing | Capsules move onto the conveyor and get weighed by high-precision load cells. |
| Comparison to Preset Targets | The system checks if the weight matches the set limits. |
| Rejection of Out-of-Spec Products | Capsules outside the limits are removed automatically. |
| Data Logging and Quality Control | The machine saves weight data for monitoring and compliance. |
A capsule checkweigher helps you ensure precise dosages. You prevent underfilling and overfilling. This keeps your products safe and helps you meet strict regulations.
Types of Capsule Checkweighers
You can choose from several types of capsule checkweighers. Each type fits different production needs.
| Type | Count | Operational Modes | Applications |
|---|---|---|---|
| Rotary | 2 | Automatic (7) | For pharmaceutical applications (14) |
| Magnetic | 1 | High-speed (3) | |
| Electromagnetic | 1 | Vibration (1) |
- Rotary checkweighers work well for high-volume production.
- Magnetic and electromagnetic types offer high speed and precise weighing.
- Each type supports different operational modes to match your workflow.
Latest Technologies and Innovations
You will see many new technologies in modern capsule checkweighers. These advancements help you improve accuracy and efficiency.
| Key Advancements | Description |
|---|---|
| AI and Machine Learning | Boosts accuracy and predicts maintenance needs. |
| Improved Sensor Technologies | Increases sensitivity for different capsule sizes. |
| IoT Connectivity | Lets you monitor and analyze data remotely. |
| Advanced Load Cells | Delivers high precision in weight measurements. |
| Automation Features | Cuts labor costs and speeds up production. |
- Smart checkweighers use machine learning to spot defects in real time.
- IoT features let you track performance and make quick adjustments.
- Industry 4.0 integration brings intelligent, automated, and data-driven solutions to your facility.
You can now find specialized solutions for unique production needs. These innovations help you keep up with changing industry standards.
Capsule Checkweigher Regulatory Compliance

FDA Standards
You must follow FDA standards when you use a Capsule Checkweigher in your pharmaceutical facility. These rules help you protect patients and keep your products safe. The FDA expects you to control capsule weight carefully. If you do not, you risk underdosing or overdosing, which can harm patients and lower treatment success. Capsule Checkweighers help you meet USP, FDA, and GMP requirements.
- Accurate capsule weight keeps patients safe.
- Consistent weight prevents dosing mistakes.
- Capsule Checkweighers support compliance with FDA and USP rules.
Tip: Regular checks and calibration help you maintain accuracy and meet FDA expectations.
GMP Guidelines
Good Manufacturing Practices (GMP) set the foundation for quality in pharmaceutical production. You need to keep your equipment clean and well-maintained. GMP guidelines ask you to document every step and train your staff. You must use machines that prevent contamination and errors. Capsule Checkweighers with easy cleaning and reliable data logging help you meet these standards. When you follow GMP, you build trust and keep your facility ready for audits.
21 CFR Part 11 Compliance
You must secure electronic records and signatures to meet 21 CFR Part 11. This regulation protects data and ensures only authorized people can access sensitive information. Capsule Checkweighers with advanced software help you follow these rules. The table below shows key requirements for compliance:
| Requirement | Description |
|---|---|
| 21 CFR Part 11.10(i) | Validate system input and output data. |
| 21 CFR Part 11.30 | Use encryption for record integrity. |
| 21 CFR Part 11.10(d) | Limit access to authorized individuals. |
| 21 CFR Part 11.10(e) | Keep secure, time-stamped audit trails. |
| 21 CFR Part 11.200 | Prevent fraudulent use of electronic signatures. |
| 21 CFR Part 11.300 | Require identification codes and passwords. |
| 21 CFR Part 11.10(i) | Train personnel in system operation. |
| 21 CFR Part 11.3 | Treat electronic signatures as legally binding. |
| 21 CFR Part 11.70 | Link electronic signatures securely to records. |
| 21 CFR Part 11.100 | Protect signature systems from unauthorized use. |
| 21 CFR Part 11.200 | Maintain records according to retention requirements. |
Note: You should choose systems with secure audit trails and strong user authentication to keep your data safe.
Data Integrity and Traceability
You need strong data integrity and traceability to keep your pharmaceutical facility compliant and safe. Capsule checkweighers help you achieve this by acting as a "data guard." These machines protect your drug data from being lost, changed, or tampered with. You can trust the information they collect during every production run.
| Feature | Description |
|---|---|
| Data Integrity | Capsule checkweighers act as a 'data guard' ensuring the safety and effectiveness of drugs by preventing missing, wrong, or tampered data. |
| Password Access | A three-level password access system prevents unauthorized access, ensuring data authenticity and reliability. |
| Electronic Records | Utilizes electronic records and signatures for real-time data storage, enhancing efficiency and enabling full traceability. |
| Audit Tracking | Records all data-related operations, allowing for quick tracing of data abnormalities for problem analysis. |
You can set up a three-level password system. This keeps unauthorized people out and protects your records. Only trained staff can change settings or view sensitive data. Electronic records and signatures store information in real time. You get full traceability for every capsule that passes through the checkweigher.
Note: Real-time data storage helps you find and fix problems fast. You can trace every step if something goes wrong.
Capsule checkweighers also support 21 CFR Part 11-compliant audit trails. These audit trails record every action, so you always know who did what and when. Secure electronic signatures add another layer of protection. You can also connect your checkweigher to your MES or ERP system. This seamless integration gives you complete traceability from start to finish.
- 21 CFR Part 11-compliant audit trails
- Secure electronic signatures
- Seamless MES/ERP integration for traceability
With these features, you keep your data safe, reliable, and easy to track. This helps you pass audits and protect patient safety every day.
Capsule Checkweigher Features and Specifications

Weighing Range and Sensitivity
You need to know the weighing range and sensitivity before you choose a checkweigher. These features help you measure capsules with high accuracy. Most pharmaceutical applications require a weighing range from 0 mg up to 2,000 mg. Sensitivity can reach as fine as 1 mg or 2 mg. This level of detail helps you spot even the smallest weight differences.
| Capsule Checkweigher Model | Max Load Capacity | Accuracy |
|---|---|---|
| OmniControl IPC | 0 mg - 2,000 mg | 2 mg |
| Capsule Checkweigher Model | Throughput | Accuracy |
|---|---|---|
| CW-150 | 150,000 p/h | +/- 1 mg (3 sigma) |
You can see that some models handle up to 200,000 capsules per hour. High sensitivity ensures you catch every out-of-spec capsule. This protects your product quality and keeps your process reliable.
Reject Mechanisms
Reject mechanisms remove capsules that do not meet weight standards. You have several options. Each type works best for different speeds and capsule weights.
| Reject Mechanism | Weight Capacity | Speed (cpm) | Description |
|---|---|---|---|
| Air Jet Reject Device | < 1 lb | Up to 250 | Uses a sharp stream of air to blow packages off the line, ideal for fast production. |
| Bopper Reject Device | < 2.5 lbs | Up to 250 | Cylindrical device that quickly hits packages off the conveyor. |
| Pusher Reject Device | Up to 8 lbs | Up to 80 | Uses a pneumatic cylinder to push products off the conveyor, suitable for heavier items. |
| Swing Gate/Diverter | N/A | N/A | Allows compliant products to pass while diverting non-compliant ones off the line. |
| Drop Belt Conveyor Reject | N/A | N/A | Lowers the conveyor to drop off-target packages into a reject bin or onto the floor. |
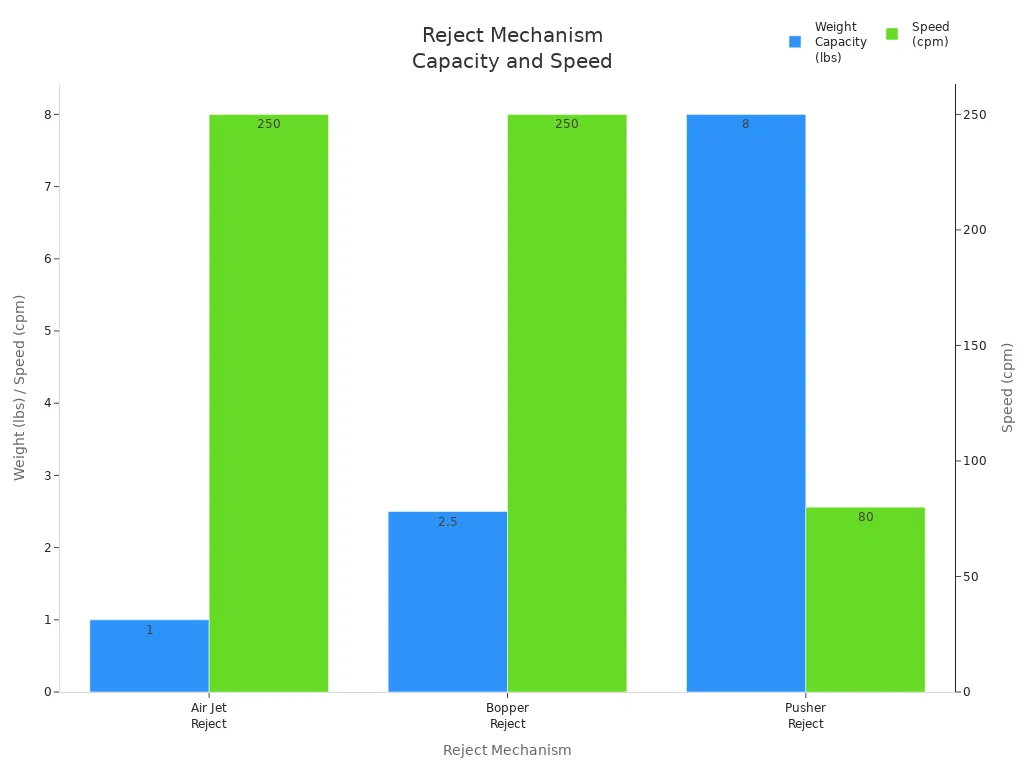
Tip: Air jet and bopper devices work best for fast-moving lines. Pusher devices suit heavier capsules.
User Interface and Reporting
A clear user interface helps you operate the checkweigher with ease. Many systems use a 15-inch color touchscreen. You can see all controls and data in one place. Real-time remote data collection lets you track performance and spot problems quickly.
- Touchscreen controls make operation simple.
- Remote data collection supports fast reporting.
- Systems meet GMP and 21 CFR Part 11 standards for compliance.
You can trust the reporting features to keep your records accurate. This helps you pass audits and maintain high standards.
Connectivity and Data Export Options
You need reliable connectivity and data export options to keep your capsule checkweigher working smoothly with your production systems. Modern machines give you many ways to connect and share data. These features help you track every capsule and improve your workflow.
Most capsule checkweighers support seamless integration with your production line and ERP systems. You can use common communication protocols like Ethernet/IP and Profinet. These protocols let your checkweigher talk to other machines and software in your facility. You get real-time updates and can make quick decisions.
Tip: Strong connectivity helps you spot problems early and keep your process running without delays.
You can export data using USB, Ethernet, or RS232 ports. These options make it easy to move information from your checkweigher to your computer or network. You can save reports, share results with your team, and keep records for audits.
| Connectivity Option | Description | Benefit |
|---|---|---|
| Ethernet/IP | Fast network connection | Real-time data sharing |
| Profinet | Industrial automation protocol | Smooth system integration |
| USB | Simple file transfer | Quick report export |
| RS232 | Serial communication | Legacy system compatibility |
IoT connectivity gives you live production metrics and remote diagnostics. You can check your machine’s status from anywhere. Secure cloud-based archiving helps you store data safely and makes compliance reporting easier. These features improve teamwork between production, quality assurance, and supply chain teams.
- Connect to MES or ERP systems for full traceability.
- Use cloud storage to keep your records safe.
- Share data with your team to solve problems faster.
You get better control over your process when you use these connectivity and export options. Your facility stays efficient, and you meet strict industry standards every day.
Capsule Checkweigher Cost-Benefit Analysis
Initial Investment vs. Long-Term Savings
When you consider buying a Capsule Checkweigher, you might notice the upfront cost is high. This investment pays off over time. You save money by reducing product recalls and avoiding expensive legal problems. The machine helps you follow strict rules, so you do not face production stops or fines. Over the years, you see fewer mistakes and smoother operations. These savings add up and give you a strong return on your investment.
Tip: Spending more at the start can help you avoid bigger costs later.
Impact on Product Quality and Yield
A checkweigher does more than just weigh capsules. It improves your product quality and boosts your yield. Here are some ways it helps:
- Accurate weighing keeps each capsule at the right dose.
- Sorting and rejecting bad capsules means only good products reach your customers.
- The machine checks for completeness, so you know every capsule is correct.
You also see real results in your numbers:
- Batch rejections drop by 23%.
- Product yield goes up by 11%.
- Audit scores from regulators get better.
You protect your brand and keep your customers safe. You also meet all the rules for medicine production.
Maintenance and Support Costs
You want to know how much it costs to keep your machine running. The table below shows what you can expect:
| Aspect | Details |
|---|---|
| Maintenance Costs | Low, thanks to smart design |
| Warranty | One-year warranty included |
| Technical Support | Lifetime help from experts |
You spend less on repairs because the machine is built well. You get a full year of warranty and can always ask for help if you need it.
Capsule Checkweigher Case Studies
Successful Implementation in Pharmaceutical Facilities
You can see real improvements when you use capsule checkweighers in your pharmaceutical facility. Many companies have upgraded their production lines with these machines. For example, ACG’s capsule checkweighers help you keep capsule weights accurate. This accuracy protects product quality and supports compliance with strict regulations.
When you install a capsule checkweigher, you verify the contents of each capsule. You make sure every dose is correct. This process safeguards your production and builds trust with your customers. Automated checks also speed up your workflow. You spend less time on manual inspections and more time producing safe medicine.
Here are some benefits you might notice:
- You catch underfilled or overfilled capsules before they reach patients.
- You reduce the risk of recalls and regulatory fines.
- You improve your audit scores and meet GMP standards.
Note: Capsule checkweighers help you maintain precise dosing, which is vital for patient safety and product integrity.
Lessons Learned and Best Practices
You can learn from other facilities that have used capsule checkweighers. They have found ways to improve quality, traceability, and efficiency. The table below shows some best practices you should consider:
| Best Practice | Description |
|---|---|
| Improved Quality Control | Real-time weight verification ensures each tablet meets exact dosage requirements. |
| Data Traceability | Detailed weight data recording aids in compliance with Good Manufacturing Practices (GMP). |
| Operational Efficiency | Automated checks reduce manual inspections, increasing production speed and efficiency. |
You should focus on real-time weight checks. This step helps you catch errors early. Recording detailed weight data supports compliance and makes audits easier. Automated systems let you produce more capsules in less time.
- ACG’s machines verify capsule contents with high precision.
- You maintain strict dosing standards and protect your brand.
Tip: Regularly review your checkweigher data to spot trends and prevent problems before they grow.
You can use these lessons to make your facility safer and more efficient. Capsule checkweighers give you the tools to meet industry standards and deliver high-quality medicine every day.
Capsule Checkweigher Buyer’s Checklist
Essential Questions to Ask Vendors
You need to ask the right questions before you buy a capsule checkweigher. These questions help you find a machine that fits your needs and keeps your facility running smoothly.
- What is the accuracy and precision of your checkweigher?
- Can your machine handle all capsule sizes I produce?
- How fast does your checkweigher process capsules per hour?
- Does your equipment meet FDA and GMP standards?
- How does your system integrate with my current production line?
- What cleaning and maintenance steps does your machine require?
- What warranty and support do you offer?
- Can your checkweigher store and export data for audits?
- What is the total cost, including installation and training?
Tip: Always ask for a live demonstration or video. You can see how the machine works in real time.
Steps for Evaluating and Comparing Options
You need a clear process to compare capsule checkweighers. This helps you make a smart choice and avoid costly mistakes. Start by listing your production needs. Match each machine’s features to your requirements.
Here is a table to guide your evaluation:
| Key Factor | Description |
|---|---|
| Accuracy and Precision | Check tolerance and calibration needs. |
| Speed and Throughput | Match machine speed with your production line. |
| Compliance and Certification | Confirm regulatory standards and traceability. |
You should also follow these steps:
- Make sure the checkweigher matches the capsule sizes you produce.
- Choose a model that meets your accuracy standards for pharmaceuticals.
- Select a checkweigher that keeps up with your production speed.
- Verify compatibility with your existing production line.
- Consider both the initial cost and long-term value.
- Pick a machine that is easy to clean and maintain.
Note: You improve your workflow and product quality when you use a checklist for your decision.
You can use these steps to compare options and find the best capsule checkweigher for your facility.
When you choose a capsule checkweigher, focus on accuracy, speed, and easy integration. Make sure the machine fits your capsule sizes and meets all FDA and GMP rules. Look for user-friendly controls and strong data security.
Remember: A reliable checkweigher protects your product quality and keeps your facility compliant. Ask questions, compare features, and always request a demo before you buy. This approach helps you make a smart, confident decision.
FAQ
What is the typical accuracy of a capsule checkweigher?
You can expect most capsule checkweighers to offer accuracy within ±0.5 mg. This level helps you meet pharmaceutical standards and ensures each capsule contains the correct dose.
Can one checkweigher handle different capsule sizes?
You can use modern checkweighers for many capsule sizes. Modular designs and adjustable settings let you switch formats quickly. This flexibility keeps your production line efficient.
How do capsule checkweighers reject faulty capsules?
Most machines use air jets, pushers, or swing gates to remove capsules that do not meet weight standards. You do not need to stop production to reject faulty capsules.
What data export options are available?
You can export data using USB, Ethernet, or RS232 ports. Some models offer cloud-based storage and real-time remote monitoring. These options help you keep records for audits and improve traceability.
See Also
Key Capsule Checkweighers To Explore For 2025 Purchases
Defining Pharmaceutical Checkweighers And Their Key Attributes
Enhancing Pharma Efficiency With Advanced Capsule Decapsulation Machines
Three Essential Industrial Checkweighers For Food Manufacturing Facilities